|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
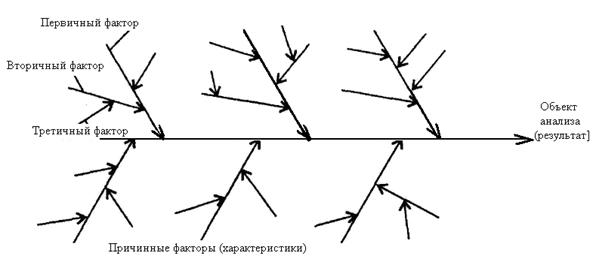
Причинно-следственная диаграммаПричинно-следственная диаграмма предложена в 1953 г. К. Исикавой. Она получила название «схема Исикавы» (в японской литературе эту диаграмму из-за ее формы часто именуют «рыбьей костью» или «рыбьим скелетом»). Схема представляет собой графическое упорядочение факторов, влияющих на объект анализа. Главным достоинством схемы Исикавы является то, что она дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинно-следственных связях этих факторов (что особенно важно). На рис. 3 показан принцип построения схемы Исикавы.
Рисунок 3 - Принцип построения диаграммы Исикавы
При вычерчивании схемы Исикавы к центральной горизонтальной стрелке, изображающей объект анализа, подводят большие первичные стрелки, обозначающие главные факторы (группы факторов), влияющие на объект анализа. Далее к каждой первичной стрелке подводят стрелки второго порядка, к которым в свою очередь подводят стрелки третьего порядка и т. д. до тех пор, пока на диаграмму не будут нанесены все стрелки, обозначающие факторы, оказывающие заметное влияние на объект анализа в конкретной ситуации. Каждая из стрелок, нанесенная на схему, представляет собой, в зависимости от ее положения, либо причину, либо следствие: предыдущая стрелка по отношению к последующей всегда выступает как причина, а последующая как следствие. Наклон и размер не имеют принципиального значения. Главное при построении схемы заключается в том, чтобы обеспечить правильную сопод-чиненность и взаимозависимость факторов, а также четко оформить схему, чтобы она хорошо смотрелась и легко читалась. Поэтому, независимо от наклона стрелки каждого фактора, его наименование всегда располагают в горизонтальном положении, параллельно центральной оси. При структурировании схемы на уровне первичных стрелок факторов во многих реальных ситуациях можно воспользоваться предложенным самим Исикавой правилом «пяти М». Оно состоит в том, что в общем случае существуют следующие пять возможных причин тех или иных результатов: материалы, машины, технология (методы), измерения, люди. Все эти слова по-английски начинаются с буквы «М», откуда и пошло название данного правила.
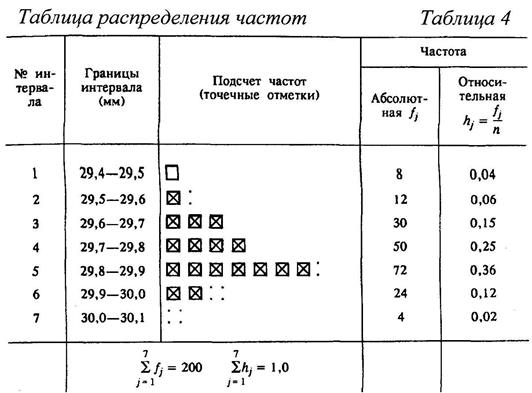
Гистограмма Гистограмма представляет собой один из видов столбиковой диаграммы, дающей наглядное изображение того, с какой частотой повторяется то или иное значение или группа значений. Гистограмма показывает размах изменчивости процесса, помогает понять и проанализировать его динамику. При вычерчивании гистограммы совокупность прямоугольников располагают на горизонтальной оси. Основаниями прямоугольников в этом случае являются интервалы шириной d, на которые разбивается ряд значений, а ординатами — относительные частоты hj, характеризующие число значений, попавших в каждый интервал. Гистограмма применяется при контроле качества деталей и готовой продукции, при изучении закономерностей производственных процессов, при оценивании уровня качества продукции и труда. Построение гистограммы ведется в следующей последовательности. Сначала составляют таблицу исходных данных. Для заполнения таблицы предварительно определяют количество интервалов по формуле: К= 1+3,3 1g n где n — объем выборки, т. е. количество исходных данных (рекомендуется К принимать в пределах 0 — 10 при n = 100—150 и К = 10 — 20 при n > 150; для получения достоверной картины при построении гистограммы n должен быть не менее 100. Затем оценивают размах анализируемого параметра по формуле: R=Xmax-Xmin и определяют ширину размаха по формуле: d=R/K Устанавливают точку отсчета первого интервала (например, в точке Хmin). Выбирают окончательное количество интервалов. При этом необходимо, чтобы dK=R, а ширина интервала была бы не менее, чем в 2 раза больше цены деления измерительного средства для компенсации погрешности измерения. Вид гистограммы зависит от объема выборки, количества интервалов, начала отсчета первого интервала. Чем больше объем выборки и меньше ширина интервала, тем ближе гистограмма к непрерывной кривой. На рис. 4 показана гистограмма распределения диаметра заготовок шестерен, полученных на токарном автомате. Гистограмма построена по данным табл. 4; ширина интервала (d) в рассматриваемом примере принята равной 0,1 мм; объем наблюдений n = 200.
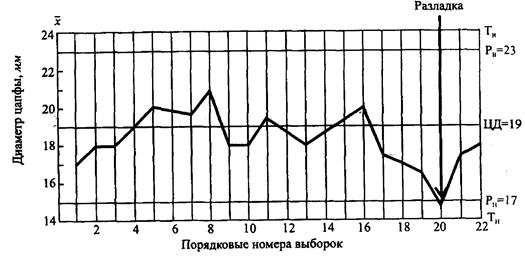
Рисунок 4 - Гистограмма распределения диаметра заготовок шестерен Из данной гистограммы могут быть сделаны следующие выводы: · большинство (96%) изготовленных на токарном автомате заготовок укладывается в технологический допуск (30-0,5 мм); · количество заготовок со значитеьным несоответствием (диаметр ниже 29,5 мм) составляет 2 %; · выпуска заготовок несоответствующего качества можно избежать, если настройку автомата осуществить на размр, меньший на 0,1 мм. Контрольные карты Все рассмотренные ранее статистические методы дают возможность зафиксировать состояние процесса в определенный момент времени. В отличие от них метод контрольных карт позволяет отслеживать состояние процесса во времени и более того — воздействовать на процесс до того, как он выйдет из-под контроля. Контрольные карты — инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. При построении контрольных карт на оси ординат откладываются значения контролируемого параметра, а на оси абсцисс — время t взятия выборки (или ее номер). Всякая контрольная карта состоит обычно из трех линий. Центральная линия представляет собой требуемое среднее значение характеристики контролируемого параметра качества. Так, в случае (х — R) — карты это будут номинальные (заданные) значения х и R, нанесенные на соответствующие карты. Две другие линии, одна из которых находится над центральной — верхний контрольный предел (КB или USL — Upper Control Level), а другая под ней — нижний контрольный предел (КH или LCL — Lower Control Level), представляют собой максимально допустимые пределы изменения значений контролируемой характеристики (показателя качества), чтобы считать процесс удовлетворяющим предъявляемым к нему требованиям. Если все точки, соответствующие выборочным средним значениям контролируемого параметра и его изменчивости, полученные по результатам обследования выборок, оказываются внутри контрольных пределов, не проявляя каких бы то ни было тенденций, то процесс рассматривается как находящийся в контролируемом состоянии. Если же, напротив, они попадут за контрольные пределы или примут какую-нибудь необычную форму расположения, то процесс считается вышедшим из-под контроля. На рис. 99 показана контрольная карта средних арифметических значений, построенная на основе контроля размеров цапфы после ее шлифовки. Анализ карты показывает, что технологическая операция шлифования разлажена, так как одна из точек в выборке № 20 вышла за пределы границы регулирования, и, следовательно, необходимо принять меры для устранения причин помех. Контрольная карта помогает не только выявить несоответствие процесса требованиям потребителя, но и предвидеть возможности его появления в будущем.
Рисунок 5 - Контрольная карта средних арифметических значений
Целью контрольных карт является: • держать под контролем значение определенной характеристики; • проверять стабильность процессов; • немедленно принимать корректировочные меры; • проверять эффективность принятых мер. Однако следует отметить, что перечисленные цели являются характерными для действующего процесса. В период же запуска процесса контрольные карты используют для проверки возможностей процесса, т.е. его возможностей стабильно выдерживать установленные допуски. В заключение хотелось бы еще раз подчеркнуть: рассмотренные семь инструментов статистического контроля качества не являются чудодейственными средствами для улучшения качества. В то же время, пока их не будет знать и применять каждый участник процесса, прогресс в области качества невозможен. Практическая часть Ознакомившись с теоретическим материалом, ответьте на вопросы, выполните предложенные задания.
Задание 1.С какой целью на промышленном предприятии нужно применять статистические методы? Задание 2. Какие задачи решают статистические методы в системах качества? Задание 3. Зачем необходимо взаимодействие основных служб предприятия при проведении статистического анализа? Задание 4. Каковы обязанности должностных лиц: начальника цеха, начальника технического бюро цеха, технолога технического бюро цеха, производственного мастера и оператора-наладчика при проведении статистического анализа точности и стабильности технологических процессов? Задание 5. Какова структура диаграммы причин и результатов? Задание 6. Для чего строят контрольные карты, что они изображают и каким образом используются в производстве? Задание 7. Какие известны контрольные карты по количественному (измеряемому) признаку? Задание 8.Каковы основные этапы внедрения статистического регулирования? Задание 9. Каким образом распределяются ответственность и полномочия служб при внедрении статистических методов регулирования технологических процессов? Задание 10. Построить таблицу и гистограмма по следующим данным: на токарном станке с ЧПУ изготовлен вал, чертежный размер вала Æ130 h12 -0,40 Ширина интервала (d) принять равной 0,1 мм; объем наблюдений n = 200. Количество заготовок со значитеьным несоответствием составляет 4 %; По гистограмме сделать соответствующие выводы.
Дата добавления: 2016-03-26 | Просмотры: 648 | Нарушение авторских прав |