|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Какую причинно-следственную связь мы упустили? - построение эксперимента принятия решения
Мы последовали моему совету и потратили несколько часов и дюжин страниц, чтобы выяснить, в чем новизна НОВЫХ ВСЕОБЩИХ ФИЛИСОФИЙ МЕНЕДЖМЕНТА. Отлично, куда же это нас привело. Похоже, что мы и на шаг не продвинулись к исходной цели. Как же разработать информационную систему? Давайте пока оставим наш экскурс и вернемся к самой сути проблемы. И начнем с вопроса, на который любой менеджер не в состоянии ответить из-за отсутствия информации. Цель компании зарабатывать с каждым днем все больше денег. Сколько прибыли сгенерирует ваша компания в следующем квартале? Не это ли тот самый важный вопрос? Нет, нам не нужна оценка, нам нужен точный ответ. Скажем плюс-минус 1 рубль. Можем ли мы на него ответить? Нет, у нас не хватает информации. Это самый обычный ответ. Что же мешает нам ответить точно на вопрос, сколько денег заработает компания в следующем квартале? Да много вещей. Ну, например мы не знаем, насколько точен наш прогноз продаж. Наши заказчики имеют привычку менять время от времени свои обязательства. Что мы можем с ними сделать, подать на них в суд? Однако проблема не только в оценке рынка. У нас самих может быть множество проблем. Никто не гарантирует, что оборудование не сломается. Наоборот мы можем гарантировать, что оно сломается обязательно, вопрос только когда. Наши поставщики совершенно не предсказуемы. Практически все поставки задерживаются или мы получаем не то количество или качество. Иногда вся поставка может оказаться бракованной. Я не знаю как у вас, но у меня совершенно недисциплинированный персонал. Постоянно кого-то нет на месте. У нас бывает брак иногда по вине рабочих иногда по вине оборудования. А уж прорабы, те вообще не умеют слушать. Ты им говоришь одно, а они всегда знают лучше тебя, что нужно делать, и делают все по-своему. Этот список можно продолжать и продолжать. Это недостаток информации? Это больше похоже на жалобы:
Клиенты сами не знают, чего хотят Поставщики ненадежные Процессы неотлаженные Оборудование ломается Рабочие недисциплинированные Управляющие недисциплинированные
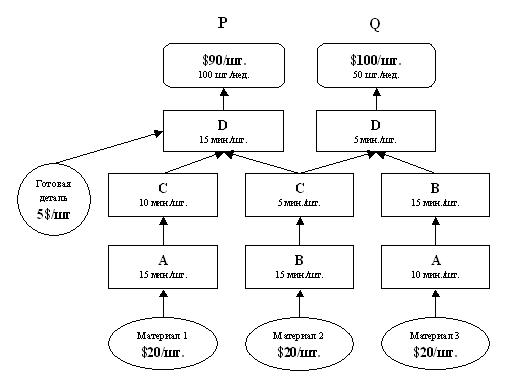
Посмотрите на этот список, не замечаете ли вы чего-то подозрительного. Мы все знаем, чем пахнут оправдания. Причина оправдания в том, что "виноват кто-то другой". Вы не заметили, что это относится к каждому пункту этого списка? Да. "За это должен отвечать кто-то другой". Клиенты, поставщики, оборудование, рабочие... У нас все в порядке, винить нужно их. Неужели вы не замечаете что здесь что-то не так? Неужели это перечень причин, по которым мы не можем ответить на наш вопрос, "Сколько прибыли планирует заработать компания в следующем квартале?" Или это список оправданий? Это очень важный вопрос потому, что если вы посмотрите на наш список, то поймете, что это хорошее резюме наших усилий по улучшению компании. Мы пытаемся улучшить наш прогноз продаж. Основные усилия делаются по совершенствованию взаимоотношений с нашими клиентами и у нас очень расширенная программа под названием "Подбор поставщиков". Что касается оборудования, то мы запустили программу предупредительных ремонтов, и солидно вложились в обновление оборудования, чтобы повысить его надежность. Что касается процессов, то мы тренируем и переаттестуем каждого рабочего на знание методов статистического контроля. И т. д. и т. п. Если же это не просто перечень оправданий и в то же время не ответ на вопрос, то у нас не одна, а целых две проблемы. Во-первых: мы используем недостаток информации как оправдание, и следовательно причина скорее всего в том, что у нас достаточно исходной информации, а нужно только определить ее более корректно. А во-вторых: у нас большое разнообразие подходов к улучшению компании, которые действуют одновременно. Они могут мешать друг другу. Как мы можем это проверить? Наверно лучше всего проделать еще один мысленный эксперимент. Предположим, что текущие усилия по улучшению оправдали ваши самые смелые ожидания. Предположим, что вы экипировались всем необходимым по списку и произвели громадные изменения. Больше на вашем заводе нет ни одной из перечисленных проблем. Сейчас мы имеем нечто, что можно было бы назвать идеальным заводом. Все параметры фиксированы, каждая порция данных точно известна. Получим ли мы необходимую информацию? Узнаем ли мы теперь, сколько собирается заработать наш завод в следующем квартале? Давайте, конкретизируем данные нашего идеального завода. Давайте определим все данные, которые только могут понадобится. На нашем заводе уже оптимизирован портфель выпускаемой продукции, поэтому у нас только 2 продукта: P и Q. Это очень качественная продукция и наши рабочие натренированы настолько, что дефектов нет. Ни одного дефекта - ноль. Теперь цена. Цена по этой продукции фиксирована с точностью до рубля. К счастью мы преодолели проблему, когда каждый продавец позволяет себе предлагать разные скидки разным клиентам. Теперь они вышколены. Представляете? Цена за Р 90$ за штуку, и чуть больше за Q - 100$ за штуку. Как насчет прогноза продаж? Вас ожидает большой сюрприз. Прогноз больше не угадывается. Он фиксирован с точностью до штуки. Я назову его "потенциалом рынка". Потенциал рынка для Р - 100 штук в неделю. И только 50 штук в неделю для Q. Давайте проясним, что такое потенциал рынка. Это не то, что мы обязаны поставить. Наши дела идут настолько хорошо, что мы не должны ничего обещать. Эти цифры означают, что рынок купит нашу продукцию, если мы только произведем ее. Конечно, если мы произведем больше чем 100 штук Р, то только затарим этим излишком свой склад. Теперь давайте посмотрим на технологические данные. Продукт Р собирается из одной детали которую мы покупаем на стороне и двух деталей собственной сборки. Каждая деталь, которую мы собираем, производится из закупленного материала проходя через 2 отдельных процесса (см. рисунок 1).
Рисунок 1. Наша идеальная компания, в которой устранены все виды непредсказуемости.
Заметьте, что эта же самая структура может описывать совершенно другую среду. Например, график разработки нового продукта или проекта, или даже процесса принятия решения. Вне зависимости от среды все схемы будут выглядеть одинаково. Но мы должны последовательно придерживаться единой терминологии, иначе ничего не будет понятно. Однако это не значит, что мы можем рассматривать только производственную среду. На самом деле мы пытаемся описать типовой случай "использования ресурсов, чтобы выполнить определенное задание". Сейчас нам нужны дополнительные данные. Это, несомненно, вынудит нас зафиксировать специфическую терминологию, несмотря на это, не забывайте, что случай типовой. Предположим, что мы платим 5$ за каждую закупаемую деталь и 20$ за каждую единицу материалов. Первый материал начинает свое "путешествие" с отдела А. Это может быть инженер А, или склад А, или менеджер по продажам региона А, или менеджер иерархического уровня А. В этом эксперименте мы говорим о производственной среде, поэтому давайте договоримся, что А это рабочий с навыками А. И условимся, что ему необходимо 15 минут, чтобы обработать одну деталь. Конечно, если бы мы были в процессной среде, то использовали бы штуки в час. Или в среде разработки мы бы использовали дни или месяцы (и молитесь, чтобы не года). Терминологию диктует среда. Здесь мы используем терминологию минуты на одну деталь. Первый процесс, обрабатывающий второй материал, выполняется другим типом рабочего, рабочего с навыками В, и занимает те же самые 15 минут. Вторая стадия обработки обоих деталей выполняется третьим типом рабочего с навыками С. Эта операция занимает 10 минут для первой детали и 5 минут для второй. Это означает, что рабочий С не прикреплен к одному виду оборудования, а является универсалом. Есть ли у нас универсальное оборудование? Не уверены? Вы делаете настройку оборудования? Если да, то у вас есть универсальное оборудование. В нашем случае у оборудования нулевое время перенастройки. У нас настолько совершенный завод, что мы снизили все время перенастройки и оно занимает не одну секунду, а действительно ноль. Сборка делается сборщиком D. Это занимает у него 15 минут. На этом данные для продукта Р заканчиваются. Опишем производство продукта Q. Продукт Q собирается всего из двух частей. Раз мы пользуемся универсальной технологией, то стремимся снизить количество чертежей до минимума, поэтому на сборку продукта Q поступает такая же деталь, как и для продукта Р. А остальная его часть получается в результате двух процессов (см. рисунок 1). Значит, средняя деталь является стандартной для двух совершенно различных продуктов, совершенно обычная ситуация для промышленного производства. Все равно поясним. Чтобы поставить один продукт Р и один Q, необходимо сделать две детали среднего процесса С. Почему мы останавливаемся на этом так подробно? Потому, что для процесса разработки проектной документации нам понадобится выполнить средний процесс С только один раз. Среда диктует еще и интерпретацию диаграммы. Давайте закончим описание данных. Исходные материалы, для третьего процесса стоят все те же 20$. Первую стадию обработки выполняет все тот же рабочий А, кто выполнял первый процесс продукта Р. (Мы запустили на нашем заводе программу по универсализации навыков рабочих). И этот процесс занимает 10 минут. Вторая стадия выполняется рабочим В, тем же самым рабочим, который выполнял первую стадию на среднем (втором) процессе. Эта стадия занимает 15 минут для обработки одной детали. Стадия сборки выполняется тем же сборщиком D, но для продукта Q сборка занимает 5 минут. На нашем заводе четыре различных типа рабочих А, В, С и D. Даже, несмотря на программу универсализации навыков у нас до сих пор 4 типа различных ресурсов. Не думаю, что вы сможете достичь ситуации, когда все умеют делать все. Где мы найдем гения, который убедит токарный станок помимо прочего делать еще и сварку? Но даже если вы сможете сделать это, то не сможете убедить главного инженера мести пол в цеху чужого завода. Поэтому даже на идеальном заводе существуют различные ресурсы. Каждый, кто мог бы получить дополнительную квалификацию, уже получил ее. Давайте не будем попадать в ловушку тотальной универсализации. Итак, вопрос: "Сколько у нас есть работников каждого типа?" Будем милосердными, не будем усложнять будто у нас 17 работников с навыками А на первой смене, но только 12 может работать во вторую, а в субботу рабочий В может при дополнительной 26% компенсации делать работу... Не стоит, будем попроще. Давайте возьмем самый простой случай. На нашем заводе у нас по одному работнику каждого типа и они абсолютно не взаимозаменяемы. В не может выполнять работу А, а А не может выполнять работу В. Какой промежуток времени доступен каждый из ресурсов? Возьмем опять самый простой случай. Допустим, что каждый рабочий доступен 5 дней в неделю, 8 часов в день, 60 минут в час. Итого 2400 минут в неделю. Вы заметили, никаких простоев. Они даже в туалет не ходят. Чего нам еще не хватает? Операционные расходы. Допустим, что они составляют 6000$ в неделю. Похоже, необходимо кое-что напомнить. Что мы называем операционными расходами? Эти 6000$ включают зарплату рабочих, их льготы, зарплату мастера, управленческого персонала, продавцов и деньги которые мы платим за электроэнергию и прочую инфраструктуру, а также банковское обслуживание. Все это обходится 6000$. А что сюда не входит? Давайте повторим. Сюда не включаются деньги, которые мы платим поставщикам за материалы и готовые детали. Эти деньги не являются операционными расходами, это связанный капитал. Если мы хотим что-то продать, нам нужно закупить материал. Сколько нужно заплатить денег? Это зависит от того количества, которое мы собираемся купить. Цена каждой единицы дана, но не забывайте, что эти деньги идут в дополнение к 6000$ Все дано. Все данные не изменяются. Никаких оправданий. Давайте еще раз повторим изначальный вопрос. Придется его чуть перефразировать потому, что мы привязались к неделям, поэтому: "Какую максимальную прибыль (минимальный убыток) может заработать компания за неделю?" У нас есть все данные, они доступны и точны. У нас достаточно информации? Можем ли мы ответить на вопрос управляющего? Я настоятельно рекомендую вам выделить время и решить эту задачку самостоятельно перед тем, как вы продолжите чтение. Вы получите совершенно новое интуитивное ощущение того, что можно называть информацией. Оно совершенно отличается от общепринятого использования этого слова.
Дата добавления: 2016-06-05 | Просмотры: 445 | Нарушение авторских прав |