|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Основи методаЛАБораторна робота № 3 Рентгенівська дефектоскопія Мета: ознайомитися з принципами рентгенівської дефектоско-пії, конструкцією і роботою рентгенівського імпульсного апарату “МИРА-2Д", засвоїти методику визначення координат дефекту в деталі. Теоретичні відомості Багато дефектів металевих виробів виникають ще під час вироб-ництва виливків; до числа таких дефектів належать раковини, газові порожнини та інш. У процесі термічної обробки, наприклад гартування, у результаті виникнення великих внутрішніх напруг можуть з’являтися тріщини. Дефекти у вигляді порушення суцільності металу виникають також при реалізації інших технологічних процесів - зварюванні, пайці, а також у процесі експлуатації - тріщини втомлюваності. Дефекти не лише зменшують робочий переріз виробу, вони є місцями концентрації напруг, що призводить до передчасного руйнуваннят такого виробу. Тому кількість дефектів завжди намагаються зменшити до певної безпечної величини. Визначення ступеня небезпеки тих або інших дефектів у даних умовах експлуатації - завдання дуже складне. Разом з тим розв’язання такого задання являє виключно великий інтерес для промисловості, оскільки від цього залежить правильність та обгрун-тованість відбраковування великої кількості готових виробів або напів-фабрикатів. Не менш важливою проблемою контролю якості виробів є виявлення причин виникнення дефектів. Для розв’язання зазначених вище проблем необхідно передусім навчитися визначати наявність дефектів у виробах. Найбільшу цінність набувають методи, за допомогою яких можна виявляти дефекти не руйнуючи виробів. На сьогодні найбільшого поширення набули методи засновані на використанні іонізуючих випромінювань (рентгенівське та g-випромінювання), магнітний та ультразвуковий методи. Основи метода Дефектоскопією називають виявлення дефектів без руйнування мате-ріалу. Це область найбільш масового застосування рентгенівських і g-променів. Метод грунтується на здатності рентгенівського випромінювання проходити крізь тіла непрозорі для світла. Подібно до того як у склі за допомогою світла можна виявляти різноманітні дефекти, то за допомогою рентгенівського випромінювання можна спостерігати різно-манітні неоднорідності у будь-яких непрозорих тілах. Але, якщо у першому випадку дефекти можна спостерігати візуально, то у другому випадку - лише використовуючи фотографічний спосіб реєстрування, або який небудь інший метод (флюоресцентні екрани, лічильники). Основним законом, на якому грунтується рентгенівська дефектоскопія, є закон послаблення рентгенівського випромінювання при проходженні крізь речовину (Лабораторна робота № 6). Послаблення рентгенівського випромінювання визначається товщиною просвічуваного матеріалу, його хімічним складом та довжиною хвилі рентгенівського випромінювання.
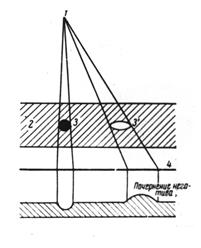
Інтенсивність рентгенівського випромінювання, що пройшло крізь просвічуваний об’єкт, якщо відома товщина об’єкта, визначається виключно неоднорідністю хімічного складу, наявністью порожнин або включень. Техніка одержання знімків досліджуваного об’єкта проста і схематично представлена на рис. 7.1. У просвічуваному об’єкті товщиною d см, є порожнина, заповнена газом; товщина порожнини x см. На цей об’єкт падає пучок рентгенівського випромінювання з інтенсивністю I o, який проходить крізь суцільний метал і утворює деяке почорніння в області I B, а пучок рентгенівського випромінювання, який проходить крізь метал та порожнину заповнену газом на рентгенограмі утворює почорніння більшої інтенсивності I A. Почорніння в областях будуть пропорційними інтенсивності рентгенівського випромінювання, яке пройшло крізь метал. Для області B інтенсивність випромінювання дорівнює: IB = Io×exp(-mмd), (7.1) а для області A вона відповідно дорівнює: IA = Io×exp(-(mмd - x) - mпx), (7.2) де mм - лінійний коефіцієнт поглинання металу: mп - лінійний коефіцієнт поглинання повітря. Якщо відкинути коефіцієнт поглинання повітря, який за величиною набагато менший за коефіцієнт поглинання більшості металів, то для області A можна записати: IA = Io×exp(-mм(d - x)), (7.3) На рис. 7.2 наведена принципова схема контролю виробу просвічуванням. Промені з фокуса 1 рентгенівської трубки потрапляють на фотоплівку 4, минувши через контрольований вироб 2. Інтенсивність променів, діючих на фотоплівку, визначається в відповідності з законом послаблення за формулою: I = Io×exp(-mt). (7.4) Інтенсивність променів, які пройшли крізь здорову частину виробу, буде відрізнятися від інтенсивності променів, на шляху яких виявилося включення. Якщо включення "важке" (m включення > m основного матеріалу), то на рентгенограмі буде видно світлу пляму на темному фоні. Якщо включення "легке" (m включення < m основного матеріалу), то на рентгенограмі будуе видно темну пляму на світлому фоні. Найбільш різкі плями одержуються коли m» 0 (тобто раковини, пори, тріщини та інші порожнини у виробі).
Рис. 7.2. Схема контролю вироба просвічуванням.
При аналізі рентгенограми, одержаної від об’єкта, що має на поверхні виступи або западини, потрібно мати на увазі те, що виступи на ній зобразяться як “важкі” включения, а западини - як “легкі”. Тому при дефектоскопії виробів різної товщини (фігурних) їх засипають або заливають компенсатором – речовиною, у якої m майже дорівнює m деталі. Тоді рентгенограма здорової частини буде мати однакове почорніння, незалежно від конфігурації виробу. Очевидно, задача дефектоскопії виробів буде виконана тим краще, чим менші мінімальні розміри дефектів, що виявляються на рентгенограмі. Виражений у відсотках по відношенню до товщини виробу (у напрямку розповсюдження променів) мінімальний розмір дефекту видимого на рентгенограмі називається відсотковою чутливістю: . (7.5) Чим менше Р, тим вище якість рентгенограма. Основні фактори впливати, які впливають на відсоткову чутливість: · густина почорніння у відповідних частинах рентгенограми (оптимум для ока 1,2...2,0); · жорсткість застосованого випромінювання; · розмір фокуса рентгенівської трубки; · фокусна відстань; чинність вторинного (здебільшого розісюва-ного) випромінювання, що виникає при просвічувані в об'єкті). Для покращення відсоткової чутливості потрібно збільшувати тривалість експозиції, що супроводжується покращенням якості рентгенограм. У більшості випадків недоцільно застосовувати рентгенодефектоскопію при експозиціях більше 20...30 хв. Опис рентгенівського імпульсного апарату “МИРА-2Д" Основні технічні дані: I. Експозиційна доза рентгенівського випромінювання на відстані 500±20 мм від рентгенівської трубки при тривалості випромінювання 50 с не менше 64,5 мкКл/кг (260 мР). 2. Товщина сталі, доступна для рентгенографування при використанні флюоресцентних екранів, що посилюються не менше 20 мм; при використанні екранів, що посилюються з свинцевої фольги - 10 мм. 3. Діаметр фокусної плями не більше 3 мм. 4. Кут випромінювання - 180°. 5. Напруга живлення – від однофазної мережі змінного струму частотою 50 Гц, 220 В±10 %. Дата добавления: 2015-12-15 | Просмотры: 517 | Нарушение авторских прав |