|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Остаточные напряжения после сварки и термообработкиВ предыдущем параграфе были рассмотрены две основные схемы образования остаточных напряжений. В действительных технологических процессах явления протекают значительно сложнее, так как одновременно действуют механические, тепловые и физико-химические факторы. Вопросу определения остаточных напряжений после основных Перейдем к рассмотрению остаточных напряжений после сварки. Основными процессами, ответственными за появление остаточных напряжений при сварке, являются процесс интенсивного разогрева до рас -плавления и последующее остывание материала. Механизм возникновения остаточных напряжений можно выяснить на примере простейшей схемы, когда суммарная деформация материала полностью стеснена. Из условия отсутствия суммарной деформации следует, что обычная деформация материала
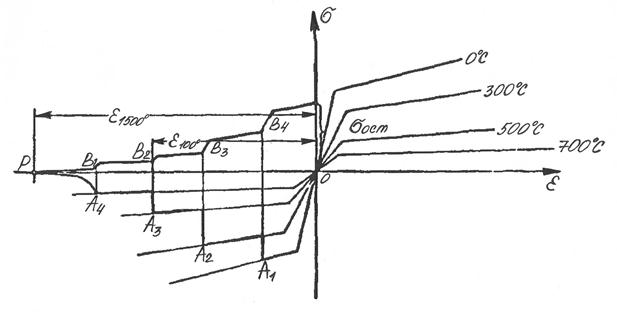
На рис.4.11 указан графический метод определения остаточных напряжении в сварном шве при полном стеснении деформации. В основе расчета лежат кривые деформирования при различных Температурная деформация при нагреве до 700°С составляет приблизительно
где Деформация материала, соответствующая достижению предела текучести (при нормальной температуре),
Рис.4.11. Образование остаточных напряжений в процессе сварки (при полном стеснении деформации)
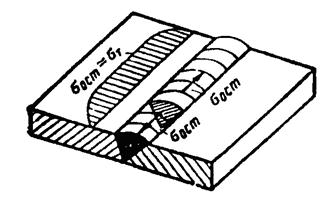
При стеснении общей деформации температурное напряжение, равное пределу текучести, достигается уже при нагреве приблизительно па 100°С. При на нагреве материала (между двумя абсолютно жесткими неподвижными плоскостями) в нем возникают сжимающие температурные напряжения (кривая ОА1А2А3А4). При увеличении температуры свыше 300°С температурные напряжения уменьшаются uз-за уменьшения сопротивления материала пластическим деформациям. Нагрев от 700°С до температуры плавления малоуглеродистых сталей (~ 1500° С) происходит при очень малых температурных напряжениях. При охлаждении рост напряжении в материале начинается при температурах меньше 700°С (кривая В1В2В3В4). Напряжения оказываются растягивающими и увеличиваются по мере увеличения предела текучести и модуля упругости материала. После охлаждения, когда температурная деформация исчезает, в конструкции остаются остаточные напряжения. Как видно на рис.4.11 остаточные напряжения являются растягивающими и достигают предела текучести материала. В реальных условиях стеснение деформации происходит в основном в направлении длины шва (рис.4.12). Поэтому растягивающие остаточные напряжения, близкие к пределу текучести, действуют именно в этом направлении.
Рис.4.12. Направление действия основных остаточных напряжений в сварочном шве
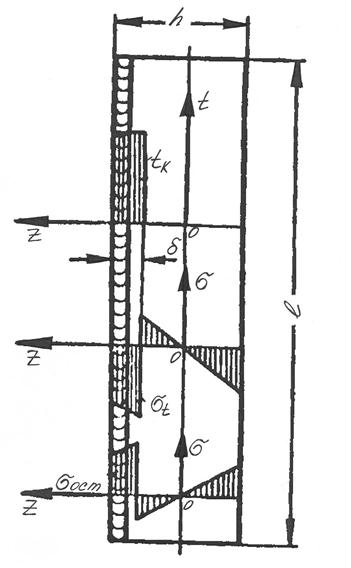
В поперечном направлении остаточные напряжения обычно в 3-4 раза меньше, чем в продольном. Для определения напряжений в полосе при наварки валика используется обычная теория стержней, основанная на гипотезе плоских сечений, причем вычисляются напряжения, возникающие в стержне (полосе) вследствие сильного неравномерного нагрева при сварке. Следует иметь в виду, что подробный расчет является условным, так как предполагает одновременный нагрев кромки но всей длине. Температурные напряжения в полосе с учетом переменного модуля упругости могут быть вычислены но следующей формуле
где В рассматриваемом случае распределение температуры можно считать таким, как показано на рис.4.13. Принимая для простоты величину Е постоянной, получим из равенства (4.19)
где Температурное напряжение при
В середине полосы z=0
Распределение температурных напряжений показано на рис.4.13. В общем случае формула (4.19) позволяет вычислить температурные напряжения при произвольном распределении температуры и модуля упругости, причем интегралы находятся численным методом по правилу трапеций. Для расчета в области пластических деформаций используется метод переменных параметров упругости.
Рис.4.13. Напряжения в полосе при наварке валика и остаточные напряжения
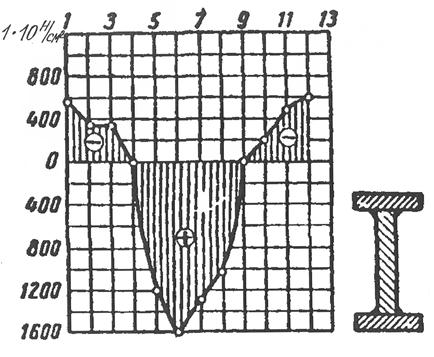
Так как в процессе нагрева возникают пластические деформации, то после охлаждения в полосе остаются остаточные напряжения. Примерное распределение остаточных напряжении показано на рис.4.13. Остаточные напряжения в полке сварного двутавра приведены на рис.4.14. Остаточные напряжения вызывают коробление конструкции после сварки.
Рис.4.14. Остаточные напряжения в полке сварного двутавра
Если площадь сечения валика принять равной
Рис.17. Коробление полосы после наварка валика
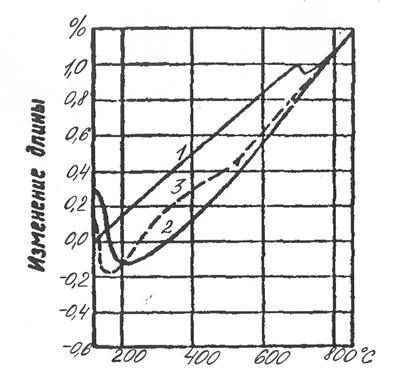
На рис.4.15 дано изменение относительной длины (линейная деформация) в процессе охлаждения при закалке. Образование мартенсита при быстром охлаждении (кривая 2) приводит к увеличению общей деформации даже при уменьшении температуры детали.
Рис.4.15. Литейная деформация в процесс закалки: 1 – охлаждение в печи; 2 – охлаждение в воде; 3 – охлаждение в масле
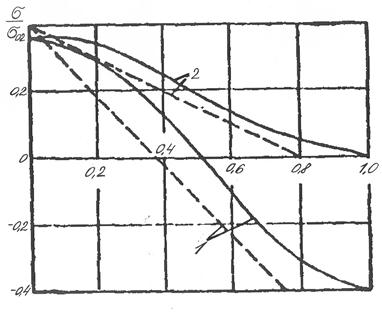
При расчете остаточных напряжений после закалки (и временных напряжений в процессе самой закалки) следует учитывать суммарную деформацию при температурном сжатии в структурных превращениях. Эта деформация достигает значительной величины Следует отметить, что сочетание закономерностей изменения объемной деформации и механических свойств может вызывать (в данной точке детали) неоднократное чередование процессов нагружения и разгружения, что, естественно, затрудняет теоретический анализ. Однако в некоторых случаях (например, в случае осесимметричного состояния в длинном цилиндре) такой анализ может быть проведен. На рис.4.16 даны остаточные напряжения в цилиндре диаметром 50 мм из среднеуглеродистой стали при закалке с 850˚С и охлаждении в воде.
Рис.4.16. Остаточные напряжения после закалки: 1 – радиальные; 2 – округлые (сплошными линиями показаны расчетные значения остаточных напряжений, пунктирными линиями – экспериментально определенные)
В некоторых случаях проводится специальная термическая обработка для создания благоприятных остаточных напряжений в поверхностных слоях детали. Она заключается в нагреве до невысокой температуры (300-600°С) с последующим быстрым охлаждением. В процессе охлаждения в поверхностных слоях возникает пластическая деформация растяжения, и после выравнивания температурного поля появляются остаточные напряжения сжатия. Исследованию вопроса посвящены работы. При закалке т.в.ч. в поверхностных слоях обычно получаются сжимающие остаточные напряжения, что повышает прочность детали при действии переменных напряжений. Следует отметить, что на границе закаленного слоя (например возле галтелей) наблюдается понижение прочности.
Дата добавления: 2015-01-18 | Просмотры: 1164 | Нарушение авторских прав |
 . (4.18)
. (4.18) , а при температуре больше 700°С сопротивлением деформации можно пренебречь.
, а при температуре больше 700°С сопротивлением деформации можно пренебречь. ,
, - коэффициент линейного расширения.
- коэффициент линейного расширения. .
.
 , (4.19)
, (4.19) - температурная деформация в слое z.
- температурная деформация в слое z. , (4.20)
, (4.20) - температура слоев материала возле наваренной кромки.
- температура слоев материала возле наваренной кромки.
 .
. .
.
 , то можно считать, что деформация полосы вызывается изгибающим моментом
, то можно считать, что деформация полосы вызывается изгибающим моментом . (4.21)
. (4.21)
 и при неоднородном -распределении вызывает пластическую деформацию. Широкий интервал изменения температуры (охлаждение ≈900˚) приводит к необходимости учета изменения механических свойств в процессе охлаждения.
и при неоднородном -распределении вызывает пластическую деформацию. Широкий интервал изменения температуры (охлаждение ≈900˚) приводит к необходимости учета изменения механических свойств в процессе охлаждения.