|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ГИПС. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ РАБОТЕ С ГИПСОМГипсовые повязки в травматологии и ортопедии — основной вид длительной иммобилизации. Их накладывают и снимают на специальных столах с применением различных инструментов и приспособлений. Гипс представляет собой минерал — сульфат кальцияСаSO4,широко распространенный в природе в виде двухводного гипса СаSO4.2Н20. Цвет его белый, но бывает и серо-желтоватый, поскольку в чистом виде гипс встречается очень редко. Для получения гипса, пригодного для гипсования, его обжигают при температуре +130—200 °С; при этом он теряет воду и превращается в ангидрид или полуводный гипс (СаSО4)2.Н2О. После обжига гипс размалывают, просеивают и фасуют в бумажные мешки или бочки. Качество гипса проверяют прежде всего органолептически. Гипс хорошего качества сухой, без комков, имеет белый цвет, консистенцию пшеничной муки, так что легко течет между пальцами. При смешивании с водой хороший гипс не изменяет цвета и запаха; плохой гипс становится серым и дает запах тухлого (сероводород). Существует также несколько способов проверки качества схватывания гипса: 1) небольшое количество гипса помещают в почкообразный тазик, смешивают с водой в пропорции: 1 часть воды + 2 части гипса до консистенции сметаны; толщина слоя массы гипса в тазике должна быть не более 1—2 см; через 6—7 мин гипс затвердевает; при простукивании пластинка гипса должна вести себя как твердое тело, а при разламывании—раскалываться без крошек; 2) небольшое количество гипса смешивают с равным по объему количеством воды и из получившейся массы скатывают шарик диаметром 2—3 см; после затвердевания шарик роняют на пол; при этом он должен остаться целым или расколоться на несколько кусков; при плохом качестве гипса шарик твердеет очень медленно (более 6—8 мин) и разбивается на мелкие кусочки (крошится). Гипс следует хранить в сухом помещении. Если гипс отсыреет, качество его можно восстановить сушкой в сушильном шкафу при температуре 120—130 °С в течение 6—8 ч, поместив на противни (толщина слоя 5—6 см) и периодически помешивая. Нельзя производить подсушивание гипса на открытых противнях на газовой плите, так как в этом случае гипс можно перекалить; при нагревании до 600 °С получается не схватывающийся, а так называемый «мертвый» гипс.
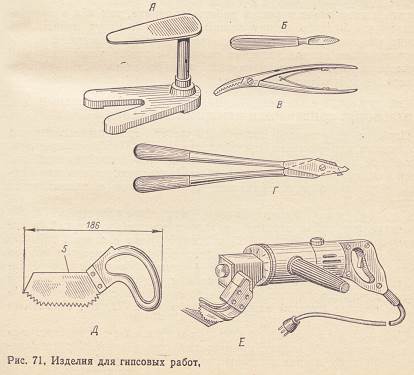
Изделия для гипсовых работ. Подставка крестцовая (рис. 71, А) предназначена для удерживания тазового пояса больного в приподнятом положении при наложении гипсовых повязок. Имеет массивное основание, отлитое из чугуна и окрашенное эмалевой краской. Размеры панели подставки 180Х90 мм, высота 145 мм. Нож гипсовый с широким брюшком (рис. 71, Б) предназначен для выравнивания концов гипсовой повязки. Изготовляют из стали У8А. Щипцы для отгибания краев гипсовых повязок (рис. 71, Б) имеют глухой замок и мягкую пружину для разведения половинок. Изготовляют из стали 45 и никелируют. Ножницы для разрезания гипсовых повязок (рис. 71, Г) имеют значительную длину (420 мм) и снабжены массивными рукоятками. Изготовляют из стали У8А и никелируют. Рукоятки матируются. Пила для разрезания гипсовых повязок (рис. 71, Д) используется при разрезании затвердевших гипсовых повязок. Полотно пилы изготовляют из инструментальной стали У7А; оно закалено и покрыто хромом. Ручку изготовляют из машиноподелочной стали 45 с никелевым покрытием. Остроту пилы проверяют путем распиливания сухой гипсовой повязки на глубину не менее 10 мм и длиной 100 мм. При распиливании не должно быть вытягивания нитей бинта зубцами пилы, а зубцы не должны иметь остаточной деформации. Длина пилы 186 мм. Стерилизация пилы осуществляется горячевоздушным способом. Аппарат для разрезания гипсовых повязок АРП (рис. 71, Е) предназначен для разрезания гипсовых повязок толщиной до 20 мм. Рабочая часть представляет собой лапку, которая подводится под повязку; с двух сторон от лапки совер-шают качательные движения (800 качаний в минуту) две пилы-ножа, которые приводятся в движение от электродвигателя. Аппарат имеет две рукоятки для управления аппаратом движения. В одной из рукояток вмонтирован выключатель. Мощность двигателя 400 Вт. Пилы-ножи и лапку изготовляют из нержавеющей стали. Боковые поверхности ножей должны плотно без зазора прилегать к лапке; в этом залог хорошей работы аппарата, так как в противном случае в зазор между ножами и лапкой могут попасть волокна разрезаемой повязки. Головка с ножами съемная. В комплект аппарата входит запасная головка, а также разделительный трансформатор, обеспечивающий электробезопасность работы. Масса без трансформатора 8,8 кг.
Дата добавления: 2015-12-16 | Просмотры: 978 | Нарушение авторских прав |