|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ИЗДЕЛИЯ ДЛЯ ОРТОПЕДИЧЕСКОЙ СТОМАТОЛОГИИ И ЗУБОПРОТЕЗНЫХ РАБОТИскусственные зубы выпускают двух видов: пластмассовые и фарфоровые. Пластмассовые зубы в последние годы находят все большее применение вследствие их существенных преимуществ перед фарфоровыми: большим сходством с естественными зубами, лучшей связью с базисом протеза и меньшей хрупкостью. Выпускают комплекты фронтальных и жевательных зубов. В комплект фронтальных зубов входят 2 центральных резца, 2 боковых резца и 2 клыка. Каждая пара состоит из одного зуба правой стороны и одного зуба левой стороны. Комплекты выпускают на планках-обоймах с воском, верхние клыки и резцы — отдельно. Жевательные зубы выпускают комплектом по 16 зубов —большие и малые коренные (8 верхних и 8 нижних). Зубы из пластмассы выпускают 19 цветов. Фарфоровые зубы выпускают комплектами крампонных и диаторических зубов. Крампонными зубы называют потому, что они имеют нихромовые крампоны для укрепления в протезе. С крампонами выпускают только фронтальные зубы по 6 штук на планке, как и пластмассовые зубы выпускают 15 цветов. Зубы фарфоровые диаторические коренные имеют для укрепления в протезе центральные и боковые отверстия. Их выпускают гарнитурами: зубы верхней и нижней челюсти, коренные и малые коренные по 16 зубов, зубы верхние и нижние по 8 зубов, зубы коренные верхние и нижние по 4 зуба и зубы малые коренные верхние и нижние по 4 зуба. Наряду с пластмассовыми и фарфоровыми зубами выпускают стальные зубы из нержавеющей стали, применяемые для мостовидных протезов. Стальные зубы выпускают верхние и нижние, фронтальные — гарнитурами по 6 зубов (2 центральных резца, 2 малых резца, 2 клыка), жевательные по 4 зуба (2 малых коренных и 2 больших коренных). Отдельно выпускают верхние и нижние зубы для левой и правой стороны. Для изготовления базисов и мостовидных протезов используют препарат АКР-7 и жидкость к нему. Препарат АКР-7, представляющий собой пластмассу полиметилметакрилат, выпускают в виде порошка, упакованного в коробку. Для замеса порошка и приготовления протеза служит жидкость, представляющая собой метиловый эфир метакриловой кислоты. Выпускают в стеклянных флаконах.
Изделия для обработки зубных протезов и зубов. Глубокую обработку зубных протезов производят на шлейфмашинах и бормашинах кругами, головками и фрезами с дисками из абразивных материалов — корунда или карборунда. Для шлейфмашины выпускают круги из карбида кремния зеленого (карборунда) на керамической связке и круги абразивные на эластической связке. Для стачивания и шлифования зубов перед протезированием и обработки протезов выпускают большую номенклатуру небольших шлифовальных кругов (рис. 91, А) из корунда на керамической связке. Круги выпускают трех профилей: дисковые (а) наружным диаметром 12, 14, 16, 20, 50 и 65 мм, остроконечные или чечевицеобразные (б) диаметром 18, 20 и 22 мм и чашечкообразные или конические (в) диаметром 13 и 18 мм. Для полировки металлических протезов выпускают дисковые круги на каучуковой связке наружным диаметром 18 и 22 мм. Для фасонной обработки поверхности зубов и пломбировочных материалов выпускают фасонные шлифовальные головки из карборунда на керамической связке (рис. 91, В). Головки устанавливают на металлических стержнях, посредством которых их укрепляют в наконечнике бормашины. Инструментальная промышленность выпускает алмазные инструменты для обработки зубов и протезов —круги дисковые диаметром 12, 16 и 20 мм, чашеобразные или конические диаметром 18 мм, а также алмазные головки. Для отделки пластмассовых и каучуковых протезов применяют фрезы шлифовальные фасонные (рис. 91, Г), напоминающие абразивные головки большого размера (диаметр до 6 мм), которые, так же как и головки, выпускают различных фасонов. Изготовляют из стали ХВ5 или У10А. Для обработки промежутков между зубами применяют сепарационные диски. Выпускают двух видов — металлические и вулканитовые. Одна из боковых поверхностей дисков гладкая, а на другую нанесен тонкий слой абразива. Металлические диски выпускают диаметром 18 и 20 мм, вулканитовые, кроме того, диаметром 22 мм. Диски закрепляют в наконечнике бормашины с помощью дискодержателя (рис. 91, Б).
Для полировки зубных протезов из пластмассы, каучука и металла выпускают щетки волосяные и нитяные для шлейфмашины, а также так называемые фильцы-головки и диски из плотного войлока или фетра. Фильцы выпускают трех фасонов: конусовидные, колесовидные и дискообразные. Для отделки протезов применяют также шаберы и штихели. Шаберы ложкообразной и трехгранной формы изготовляют из инструментальной стали У8А. Они имеют большую твердость (55—60 ед. по Роквеллу). Ручки шаберов деревянные. Штихели желобчатые и ножевидные (см. рис. 93, В) имеют рабочую часть, изготовленную из быстрорежущей стали твердостью НРС57...62 единиц и деревянные ручки.
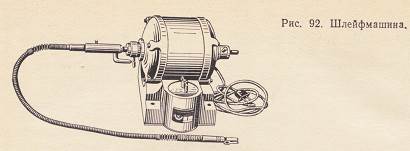
Основные приспособления для зубопротезных работ. Основным оборудованием для обработки зубных протезов служит шлейф-машина (рис. 92). Следует указать, что для этой цели применяют и обычные бормашины. Однако во многих случаях мощность электродвигателя бормашины оказывается недостаточной для обработки протезов. Шлейфмашина, или шлифмашина, представляет собой двухскоростной (имеющий две скорости вращения вала 3000 и 1500 об/мин) электродвигатель мощностью 300 Вт. Концы вала, выходящие по обе стороны корпуса, приспособлены для надевания на них различных шлифовальных и полировальных кругов, а также специального гибкого рукава (ГРШ) или державки для фрез. Переключение скорости вращения вала осуществляется с помощью переключателя, расположенного на корпусе двигателя. Шлейфмашина окрашивается не в светлый, а в темный цвет, так как работает в условиях металлической и абразивной пыли. Для получения оттиска зубов и челюстей промышленность выпускает большой ассортимент (21 типоразмер) оттискных ложек (рис. 93, А), представляющих собой различной формы и размеров пластинки с бортами, на которых располагается моделировочная масса. Оттискные ложки изготовляют из листовой нержавеющей стали толщиной 1 мм. Ложка имеет приварную ручку из той же стали. Для установки прикуса при протезировании двух беззубых челюстей выпускают артикуляторы. Основные детали их изготовления из цинкового сплава, крепежные—из латуни, пружину — из углеродистой стали У7А. Артикулятор должен легко разбираться без применения инструментов. На рис. 93, Б показан проволочный артикулятор (окклюдатор) для правильной установки зубопротезных моделей; окклюдаторы легко разбираются. Изготовляют из стали марки 30 с покрытием или нержавеющей стали 12Х18Н9Т. Для моделировки вкладок при зуботехнических работах применяются различные шпатели: а) № 1 острый с рабочими частями в виде ложечки или стилета; б) № 2 острый с рабочими частями в виде лопаток; в) № 3 тупой с рабочими частями в виде прямых лопаток; г) № 4 с рабочими частями в виде изогнутых лопаток. Шпатели изготовляют из стали У8А с восьмигранной ручкой. Твердость рабочих частей первых двух шпателей 50—56 единиц по Роквеллу (шкала С), а твердость шпателей № 3 и 4 (лопаток)—42—47 единиц. Для разрезания листового материала и проволоки выпускают специальные ножницы длиной 200 мм с прямым и изогнутым лезвием (рис. 93, Г). Изготовляют из стали У10А. Они должны иметь большую твердость лезвия (57...60 единиц по Роквеллу). Очень важно, чтобы при резании металла кромки разреза были чистыми, без надрывов и заусенцев; при этом на режущих кромках не должно быть вмятин, выкрашивания, зазубрин и притупления. Выпускают ножницы для разрезания коронок. К ним предъявляют аналогичные требования. Коронкосниматель (рис. 93, Д) предназначен для снятия с зубов предварительно разрезанных опорных коронок зубных протезов и ортодонтических аппаратов. Состоит из цилиндрического корпуса с рукояткой и ввертываемого на резьбе съемника. Последний имеет клювообразную рабочую часть, которая при работе подводится под снимаемую коронку. При нажатии на рукоятку устройство автоматически взводится, а затем клюв оказывает ударное воздействие на коронку, срывая ее с основы. Новый Коронкосниматель разработан ВНИИ медицинских инструментов и обеспечивает удобный и быстрый съем коронок. Глава XII Дата добавления: 2015-12-16 | Просмотры: 1102 | Нарушение авторских прав |