|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Вращательный инструментВращательный инструмент с разным числом оборотов фиксируют на прямые и угловые наконечники. Для каждого этапа препарирования полости, обработки и полирования пломбы используют различные инструменты с разным числом оборотов, соблюдая при этом установленное для каждого типа вращательного инструмента максимальное число оборотов. К тому же при высокой скорости вращения и сильном давлении выделяется значительное количество тепла, которое может отрицательно воздействовать на живую пульпу. Поэтому особенно важно следить за надлежащим водяным охлаждением и работать отрывистыми движениями. Различают диапазон сверхвысоких (120000-400000 об/мин), высоких (20 000-45000 об/мин), средних (4500-45000 об/ мин) и низких (500-4500 об/мин) скоростей, вращательных инструментов. Если турбинные бормашины работают в диапазоне высоких скоростей, то с помощью микромоторов и различных угловых наконечников можно работать в диапазоне 500-160000 об/мин.
Рис. 5-2. Анатомические особенности полости II класса
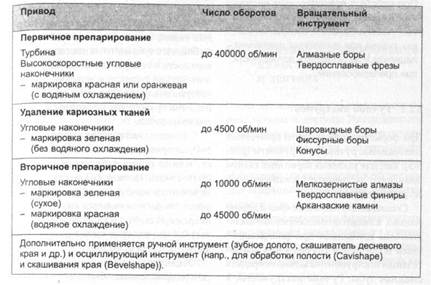
Таблица 5-1. Инструментарий для препарирования полости (по Heidemann 1992) Если начальное препарирование и финирование стенок полости выполняют в высоком и сверхвысоком диапазонах скоростей, то экскавацию, финирование и скашивание краев эмали, а также полирование пломбы в низком и среднем диапазонах. Скорость вращения микромоторов можно регулировать ножным или ручным включателем, а также электронной клавиатурой. К вращательным инструментам относят боры, шлифовальные камни, диски, силиконовые или резиновые полиры с закрепленными на них шлифовальными материалами. Бур - это режущий инструмент (собственно фреза), изготовленный из стали или твердого сплава (карбида вольфрама), режущие кромки которого могут быть прямыми, наклонными и разнонаправленными. Количество режущих кромок также может быть разное. К этой же группе инструментов относятся шаровидные боры, твердосплавные боры и финиры, фиссурные боры. Шлифовальный инструмент - это инструмент из стали, к которому крепится алмазный осколок разной зернистости. Для полирования и финирования можно использовать закрепленные на дисковых или резиновых полирах различные шлифовальные материалы (например, окись алюминия, карбид кремния). Качество обработки инструментом зависит от величины и расположения режущих кромок, а также от зернистости абразивного материала. Боры и шлифы имеют разнообразную форму (цилиндра, конуса, обратного конуса, грушеобразную, пламевидную и торпедообразную). Наиболее часто используются шаровидные боры. При скорости более 4500 об/мин препарирование и шлифование выполняют только с водяным охлаждением. При работе с вращательным инструментом необходимо фиксировать руку так, чтобы избежать повреждения мягких тканей при внезапных движениях пациента и не допустить погрешности при препарировании.
Дата добавления: 2015-02-05 | Просмотры: 1029 | Нарушение авторских прав |