|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Технология литья сплавов металлов
Замена восковой репродукции промежуточной части мостовидного протеза методом литья. Отливка деталей зубного протеза отличается от заводского способа тем, что восковая модель выплавляется, после чего остается точная форма будущей металлической детали протеза. Другое отличие заключается в том, что количество расплавляемого металла здесь незначительно, поэтому металл не может заполнить форму в силу своей собственной тяжести. Для получения металлических деталей посредством литья используют два метода: Ó метол литья по выплавляемым моделям из моделировочного воска в формах из огнеупорного материала; Ó метод литья на огнеупорных моделях, помещенных в формы из огнеупорного материала.
Процесс литья включает ряд последовательных операций: 1) изготовление восковых моделей деталей (в случае литья на огнеупорных моделях предварительное получение таковых); 2) установка литникообразующих штифтов и создание литниковой системы; 3) покрытие моделей огнеупорным слоем; 4) формовка модели огнеупорной массой в муфеле; 5) выплавление воска; 6) сушка и обжиг формы; 7) плавка сплава; 8) литье сплава; 9) освобождение деталей от огнеупорной массы и литников.
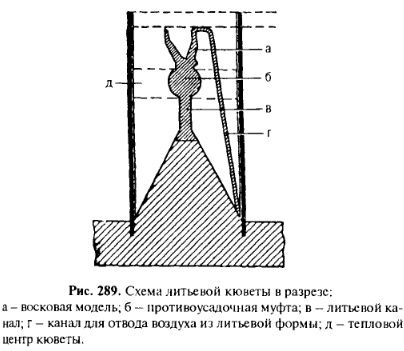
При всех способах литья в создаваемой литейной форме, кроме формы металлической детали, предусматривается и литниковая система, представляющая собой каналы, по которымжидкий металл подводится ктой или иной детали. Литниковая система создается путем подвода к восковой детали литникообразующих штифтов. К смоделированным из воска деталям прикрепляют восковые штифты, на месте которых после выплавления из формы воска получаются литьевые каналы. Диаметр воскового штифта 2—3 мм, а длина 3-4 см. Для изготовления восковых штифтов имеется специальный аппарат, подобный шприцу. Аппарат состоит из полого металлического цилиндра со снимающейся канюлей на одном конце и поршнем с винтовой нарезкой на другом. Цилиндр заполняют размягченным воском, поршень приводят в действие и получают восковую нить, которую остается нарезать на штифты нужной длины. Восковой штифт без предварительного нагрева прикладывают к смоделированной детали и приклеивают к ней, слегка расплавляя воск разогретым шпателем со стороны штифта (а не восковой детали), чтобы не нарушить точности моделировки. Чтобы избежать образования усадочных раковин и снизить степень усадки детали, создают депо металла вне пределов детали — так назывеемые «муфты». После установки литниковой системы приступают к созданию литейной формы. Для этого восковую репродукцию детали вместе с металлическими или восковыми штифтами устанавливают на покрытом тонким слоем воска деревянном или металлическом конусе, в котором имеется паз для литейной кюветы. Для получения качественного литья большую роль играет расположение отливаемой детали в литейной кювете. Отливаемая деталь должна располагаться на расстоянии 0,8-1,2 см от дна кюветы, вне зоны так называемого теплового центра кюветы. Такое расположение кюветы обеспечивает начало охлаждения литья именно с отливаемой детали. Зона тепла в кювете располагается по центру формовочной массы и в ней расплавленный металл охлаждается в последнюю очередь. В этой зоне должны быть расположены и компенсаторные муфты.
Восковую модель протеза, укрепленную на подопочном конусе, покрывают слоем огнеупорной массы или, фигурально говоря, создают «огнеупорную рубашку». Техник берет модель или блок моделей рукой за литниковую систему и погружают в сосуд с подготовленной смесью наполнителя и связующего вещества. Для нанесения первого слоя блок погружают в смесь 3—6 раз. После последнего погружения излишкам смеси дают стечь с блока, для чего его поворачивают над сосудом. Как только излишек массы стечет с моделей, необходимо немедленно и аккуратно обсыпать модель сухим кварцевым песком с тем, чтобы закрепить нанесенную огнеупорную облицовку и предупредить ее стекание с отдельных участков. После высушивания первого огнеупорного слоя, покрывающего непосредственно восковую репродукцию протеза, укрепленную на конусе, на последний устанавливается опока. Следует отметить, что перед формовкой опоку с внутренней стороны обкладывают несколькими слоями пергаментной бумаги, служащей компенсатором. При высокой температуре она сгорает, и формовочная масса имеет возможность расширяться на толщину бумажного слоя (0,3 мм). Кювету с подопочным конусом и укрепленной на нем деталью устанавливают на вибрационный столик и заполняют на всю высоту формовочной массой. В качестве формовочной служит смесь речного песка с борной кислотой (90 частей песка и 10 частей борной кислоты) и гипсом в соотношении 1:1, смесь гипса с песком. После того как формовочная масса затвердеет, опоку освобождают от подопочного конуса легким вращательным движением. Выплавка воска должна проводиться в муфельных печах при температуре 40—60°, которая поднимается в течение часа до 150—200°. При этом воск расплавляется и вытекает (кювета должна быть установлена литниковыми отверстиями вниз или наклонно). Выплавку модельной массы можно вести горячей водой. В ванну с горячей водой в проволочной сетке помещают заформованную в опоке деталь и кипятят 5—10 минут. Воск от тепла расплавляется, вытекает из формы и всплывает на поверхности воды. Так как форма содержит около 30—40% влаги, процессу обжига предшествует сушка для удаления влаги. Сушку следует проводить медленно во избежание образования большого количества пара, лучше проводить ее при температуре меньше 100°. После этого температуру муфельной печи медленно поднимают и доводят до 900—950°, проводя обжиг формы. Обжиг необходим для выжигания остатков воска, повышения гаюпроницаемости формы и создания высокой температуры внутри формы и литниковой системы, для лучшей текучести металла и заполнения тонкостенных участков формы. Обжиг формы ведут до тех пор, пока стенки литниковых каналов не станут красными. Сплавы, применяемые в ортопедической стоматологии, делятся на три группы в зависимости от температуры плавления. К первой группе относятся сплавы с точкой плавления до 300° (легкоплавкий сплав на основе олова, олова с присадкой серебра и меди и т. д.); ко второй группе — сплавы с точкой плавления до 1100° (золотые сплавы); к третьей группе — с точкой плавления выше 1200° (нержавеющая сталь, хромокобальтовые сплавы и т. д.). Плавление сплавов первой группы осуществляется в металлической ложечке над пламенем спиртовой или газовой горелки. Для плавления сплавов второй и третьей группы требуется специальная аппаратура, позволяющая достигать высокой температуры. Плавку следует вести пламенем, не касаясь металла углями, чтобы не науглероживать металл. Отливать расплавленный металл необходимо немедленно, так как он может вскипеть или сгореть. Для плавки были предложены аппараты Д. Н. Цитриным и И. П. Корнеевым. Основу этих двух аппаратов составляют электрическая печь с находящимся внутри огнеупорным керамическим цилиндром. Разница в том, что у аппарата Цитрина литье осуществляется с помощью вакуум-насоса, у аппарата Корнеева — центробежной силой.
Дата добавления: 2015-02-06 | Просмотры: 6127 | Нарушение авторских прав |