|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Метод лечения патологии твердых тканей зубов литыми вкладками (прямой метод), технология их изготовления
Прямой метод изготовления вкладки подразумевает моделирование непосредственно в полости зуба. 1) Подготовка полости. После формирования полости ее очищают от дентинных опилок и приступают к изготовлению восковой модели вкладки. Зуб обкладывают ватными валиками, а дно и стенки полости увлажняют водой, протирая их отжатым ватным тампоном. Подготовленная полость тщательно промывается перекисью водорода.
2) Введение воска. Палочку специального моделировочного воска подогревают и вдавливают в полость. После охлаждения воск выводят из полости и тщательно осматривают. Восковой отпечаток должен вводиться и выводиться из полости без деформации.
3) Моделировка вкладки в полости зуба. Подогретую палочку воска вновь вдавливают в полость, срезают лишний воск и, пока он сохраняет пластичность, просят пациента сомкнуть зубы в положении центральной окклюзии, а затем воспроизвести жевательные движения. При этом лишний воск, как правило, удаляется зубами-антагонистами, а поверхность вкладки приобретает форму, характерную для функциональной окклюзии. Последующая моделировка должна быть направлена прежде всего на восстановление анатомической формы разрушенной части зуба. Если моделируется отсутствующая часть жевательной поверхности, следует восстанавливать ее форму ориентируясь на зубы другой половины челюсти. Гладилкой или экскаватором намечают и углубляют фиссуры, скаты бугорков, восстанавливают экватор зуба. Край восковой модели должен несколько перекрывать край полости. Такой запас воска позволяет избежать укорочения вкладки в процессе отливки и припасовки.
4) Извлечение вкладки. Когда восковая модель будет готова, ее извлекают из полости. Для этого берут металлическую проволоку толщиной 0,8-1 мм и делают из нее штифты. Если вкладка небольшая, она может быть выведена одним штифтом с загнутым наружным концом. Если вкладка большая, ее выводят штифтом с двумя концами, имеющими П-образную форму. Концы штифта, погружаемые в воск, нужно очистить от заусениц. Затем штифт прочно зажимают в пинцет. Концы его подогревают пламенем горелки и погружают в модель вкладки. Рука в это время должна опираться на соседние зубы, чтобы избежать колебаний. После затвердения воска штифт служит ручкой, с помощью которой вкладку выводят из полости.
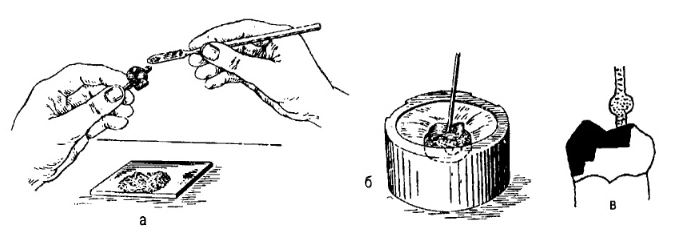
5) Процесс изготовления вкладок в зуботехнической лаборатории. На восковой модели в первую очередь укрепляют литники. Количество, толщина и длина литников зависит от величины вкладки и сплава. Толщина литников должна обеспечивать свободное прохождение расплавленного металла. Затем получают литьевую форму. Для получения гладкой и точной поверхности металлической вкладки, предупреждения деформаций восковой репродукции и изменения ее объема перед погружением в огнеупорную массу всю поверхность восковой модели и штифты покрывают облицовочным слоем, состоящим из 50% маршалита и 50% жидкого стекла. Его наносят на восковую модель вкладки с помощью кисти или поливом. После затвердевания облицовочного слоя (через 40 минут) формуют модель в огнеупорную массу муфеля, установленного на конус. Разъединение конуса и муфеля и удаление штифтов производят после полного затвердевания огнеупорной массы. Выплавление воска и тепловое расширение формовочной массы достигается путем нагревания кюветы в муфельной печи. При отливке вкладки из благородных металлов формовку восковой репродукции производят в небольшую кювету диаметром 3-4 см и высотой 6-8 см. В качестве формовочной массы используют Expodent (Чехия) и его заменители.
а – нанесение облицовочного слоя на вкладку, б – формовка в огнеупорную массу, в – установка литника
Дата добавления: 2015-02-06 | Просмотры: 2221 | Нарушение авторских прав |