|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ВПЛИВ ДОПОМІЖНИХ РЕЧОВИН I ВИДУ ГРАНУЛЯЦІЇ НА БІОДОСТУПНІСТЬ ЛІКАРСЬКИХ РЕЧОВИН 13 ТАБЛЕТОКЖодний фармацевтичний чинник так не впливає на дію препарату, як допоміжні речовини. У добіофармацевтичний період ліків уведення допоміжних речовин розглядалося тільки як введення індиферентних наповнювачів і формоутворювачів, без яких неможливо обійтися при одержанні відповідних лікарських форм. Звичайно вибір допоміжних речовин диктувався суто технологічними, а нерідко і просто економічними міркуваннями. Для їх застосування потрібно було довести, що вони фармакологічно індиферентні, надають лікарській формі відповідні технологічні властивості і доступні за ціною. Сучасна наукова фармація відмовилася від колишнього розуміння допоміжних речовин як індиферентних формоутворювачів. Вони самі мають певні фізико-хімічні властивості, які, залежно від природи лікарської речовини, умов одержання і зберігання лікарської форми, можуть вступати в більш-менш складні взаємодії як із біологічно діючими речовинами, так і з чинниками зовнішнього середовища (наприклад, міжтканинною рідиною, вмістом шлунково-кишкового тракту і т. ін.). Таким чином, будь-які допоміжні речовини не є індиферентними і практично в усіх випадках їх застосування так чи інакше впливає на систему лікарська речовина — макроорганізм. Біофармація вимагає при використанні будь-яких допоміжних речовин враховувати не тільки і не стільки можливий вплив їх на фізико-хімічні' властивості лікарських форм, скільки вплив на фармакокінетику, а через неї на терапевтичну ефективність лікарських речовин. Кожний випадок застосування допоміжних речовин вимагає спеціального дослідження, оскільки вони повинні забезпечувати достатню стабільність препарату, максимальну біологічну доступність і властивий йому спектр фармакологічної дії. Необґрунтоване застосування допоміжних речовин може призвести до зниження, спотворення або повної втрати лікувальної дії лікарського препарату. Це відбувається головним чином унаслідок взаємодії лікарських речовин при виготовленні препаратів у самій лікарській формі або частіше після її призначення хворому. В основі подібних взаємодій лежать переважно явища ком-плексоутворення та адсорбції, які здатні різко змінити швидкість і повноту всмоктування діючих речовин. Доведено, що спосіб одержання лікарських форм багато в чому визначає стабільність препарату, швидкість його вивільнення з лікарської форми, інтенсивність усмоктування, а в остаточному підсумку — терапевтичну ефективність. Наприклад, від вибору способу грануляції при одержанні таблеток залежить ступінь цілості багатьох лікарських речовин у готових лікарських формах. Щодо цього особливо небажана «волога» грануляція при одержанні таблеток, які містять резерпін, антибіотики та інші речовини, оскільки вона призводить до розкладання препаратів. 1. Умови грануляції дуже впливають на розпадання таблеток. Шкідливий вплив гідрофобних ковзних речовин (тальку, магнію і кальцію стеарату), що погіршують розпад таблеток через утруднення проникнення травних рідин у пористу структуру таблетки, суттєво знижується або повністю усувається, якщо табле-товані маси містять добре набухаючі речовини (КМЦ, МЦ). 2. Пресування досить виразно впливає на швидкість вивільнення препарату, що у свою чергу може порушити процес його абсорбції в місцях усмоктування. 3. Одним із методів удосконалювання біофармацевтичних властивостей таблеток є створення їх на основі комплексів включення циклодекстринів із лікарськими речовинами. Так, використання комплексу а-циклодекстрину істотно поліпшує розчинність дигоксину, кавінтону; спостерігається збільшення швидкості розчинення саліцилової кислоти в комплексі з Р-циклодекстрином. Для підтримки концентрації лікарської речовини в організмі на певному сталому рівні при виготовленні деяких таблеток використовуються допоміжні речовини, що сповільнюють швидкість вивільнення лікарських речовин. Наприклад, розроблені таблетки сальбутамолу пролонгованої дії, що містять допоміжну речовину — акрилову смолу. 14.10. ПОКРИТТЯ ТАБЛЕТОК ОБОЛОНКАМИ Покриття таблеток оболонками має багатостороннє значення і переслідує такі цілі: 1) захист таблеток від екстремальних чинників зовнішнього середовища (ударів, стирання тощо);
2) захист від дії чинників навколишнього середовища (світла, вологи, кисню і вуглекислоти повітря); 3) маскування неприємного смаку і запаху лікарських речовин, що містяться в таблетках; 4) захист від фарбувальної здатності лікарських речовин, що містяться в таблетках (наприклад, таблетки активованого вугілля); 5) захист лікарських речовин, що містяться в таблетках, від кислої реакції шлункового соку; 6) захист слизової оболонки рота, стравоходу і шлунка від подразливої дії лікарських речовин; 7) локалізація терапевтичної дії лікарських речовин у певному відділі шлунково-кишкового тракту; 8) запобігання порушень процесів травлення в шлунку, можливих при нейтралізації шлункового соку лікарськими речовинами основного характеру; 9) пролонгування терапевтичної дії лікарських речовин у таблетках;
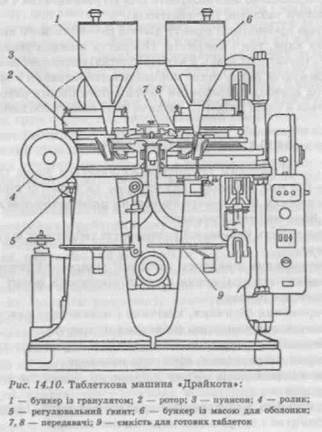
10) подолання несумісності різних речовин, що знаходяться в одній таблетці, уведенням їх до складу оболонки і ядра; 11) поліпшення товарного вигляду таблеток і зручності їх застосування. При покритті таблеток оболонками застосовують різні допоміжні речовини, які умовно можна поділити на такі групи: адге-зиви, що забезпечують прилипання матеріалів покриття до ядра і один до одного (цукровий сироп, ПВП, КМЦ, МЦ, АФЦ, ОПМЦ, ЕЦ, ПЕГ тощо); структурні речовини, які утворюють каркаси (цукор, магнію оксид, кальцію оксид, тальк, магнію карбонат основний); пластифікатори, що надають покриттям властивості пластичності (рослинні олії, МЦ, ПВП, КМЦ, твіни та ін.); гідрофобі-затори, що надають покриттям властивості вологостійкості (аеросил, шелак, поліакрилові смоли, зеїн); барвники, які служать для поліпшення зовнішнього вигляду або для позначення терапевтичної групи речовин (тропеолін 00, тартразін, кислотний червоний 2C, індигокармін та ін.); коригенти, які надають покриттю приємного смаку (цукор, лимонна кислота, какао, ванілін та ін.). Застосовується понад 50 найменувань плівкоутворювачів. Таблеткові покриття в залежності в і д ї x н ь о г о с к л а д у і c п о c о б у н а н e c e н н я поділяють на такі групи: 1. Пресовані (або сухі) покриття. 2. Плівкові покриття. 3. Дражовані покриття (нанесення цукрової оболонки). 14.10.1. ПРЕСОВАНІ ПОКРИТТЯ Нанесення оболонок пресуванням («сухі»покриття) здійснюють за допомогою таблеткових машин типу «Драйкота» англійської фірми Манесті або вітчизняної РТМ-24 Д. Машина являє собою здвоєний агрегат, який складається з двох роторів (рис. 14.10). На першому роторі звичайним способом пресуються таблетки — ядра двоопуклої форми, які за допомогою спеціально транспортного пристрою подаються на другий ротор, де відбувається нанесення покриття. Нанесення покриття пресуванням відбувається таким чином. Спочатку заповнюється гніздо матриці порцією грануляту, необхідного для утворення нижньої частини (половини) покриття, потім на гранулят по спеціальних напрямних з першого ротора подається таблетка-ядро, на яку наноситься покриття. Після фіксації таблетки точно по центру гнізда матриці нижній пуансон трохи опускається, після чого опускається верхній пуансон, який тро-
хи впресовує табле^ку-ядро в порцію грануляту, що знаходиться під нею, або створює над таблеткою простір для заповнення другою порцією грануляту. Після подачі цієї порції остаточно формується покриття шляхом пресування, яке здійснюється одночасно верхнім і нижнім пуансонами. На останній стадії здійснюється виштовхування таблетки, яка вже покрита оболонкою. Продуктивність машини 10 500 табл./год. До вад цього методу належать: значна витрата матеріалу для покриття, збільшення маси і розміру таблеток, нерівномірність оболонки за товщиною, труднощі в переробці браку, порушення центрування ядра, значна пористість покриттів, що призводить до збільшення об'єму внаслідок набухання таблеток-ядер при поглинанні ними вологи з повітря, яке проникає крізь пори оболонки. При цьому відбувається утворення тріщин у пресованій оболонці або навіть її відшаровування. Однак головною перевагою цього методу покриття є вилучення використання в технології розчинників. Тому пресовані покриття раціонально застосовувати для гігроскопічних і чутливих до дій вологи таблеток (антибіотиків). 3 метою пролонгації ефекту діючої речовини його вводять до складу як ядра, так і покриття. Покриття швидко розпадається в шлунку (початкова доза), а ядро (таблетка) поступово розпадається, підтримуючи певну сталу концентрацію речовини в організмі. Цей метод дозволяє перебороти несумісність різних речовин, які знаходяться в одній таблетці, уводячи їх до складу оболонки і ядра. 14.10.2. ПЛІВКОВІ ПОКРИТТЯ Плівковим покриттям називається тонка (завтовшки 0,05—0,2 мм) оболонка, яку утворює на таблетці після висихання нанесений на її поверхню розчин плівкоутворювальної речовини. Воно має такі переваги: 1. Можливість вибіркової розчинності таблеток у шлунку або кишечнику. 2. Регулювання швидкості адсорбції лікарських речовин. 3. Можливість суміщення в одній лікарській формі несумісних лікарських речовин. 4. Збереження фізичних, хімічних і механічних властивостей ядер таблеток при нанесенні плівкових покриттів. 5. Збереження первісних геометричних параметрів таблеток, їхньої форми, маркування, фірмових позначок. 6. Зменшення маси об'єму плівкового покриття порівняно з дражованим. 7. Можливість автоматизації процесу покриття, інтенсифікації виробництва і скорочення виробничих площ. Залежно в і д p о з ч и н н о с т і плівкові покриття поділяють на такі групи: а) водорозчинні покриття; б) покриття, розчинні в шлунковому соку; в) покриття, розчинні в кишечнику; г) нерозчинні покриття. Водорозчинні покриття і покриття, розчинні в шлунку. Водорозчинні покриття поліпшують зовнішній вигляд таблеток, коригують їхній смак і запах, захищають від механічних ушкоджень. Покриття, розчинні в шлунку, захищають таблетки від дії вологи повітря; вони руйнуються в організмі протягом 10—30 хв. Для одержання водорозчинних покриттів поліетиленоксид і по-лівінілпіролідон наносять на таблетки у вигляді 20—30 %-вих розчинів у 50—90 %-вому етиловому або ізопропіловому спирті, метилцелюлозу і натрієву сіль карбоксиметилцелюлози — у вигляді 4—7 %-вих водних розчинів. Покриття, розчинні в шлунковому сокові, являють собою бен-зиламіно- і діетиламінобензилцелюлозу, гс-амінобензоат, сахарозу, глюкозу, фруктозу, маніт, вінілпіридин, зеїн і желатин. Покриття, розчинні в кишечнику. Такі покриття захищають лікарську речовину, що міститься в таблетці, від дії кислої реакції шлункового соку, захищають слизову оболонку шлунка від подразливої дії деяких ліків, локалізують лікарську речовину в кишечнику, пролонговуючи деякою мірою її дію. Кишково-розчинні покриття мають також більш виражений, ніж у перелічених вище груп покриттів, вологозахисний ефект. Процес розчинення ентеросолюбільних оболонок в організмі обумовлений дією на них комплексу ферментів і різних солюбілі-зувальних речовин, що містяться в кишковому соку. Для одержання кишково-розчинних покриттів як плівкоутво-рювачів використовуються високомолекулярні сполуки з властивостями поліелектролітів з великою кількістю карбоксильних груп. Вони дисоціюють у нейтральному або лужному середовищі з утворенням нерозчинних солей. Використовуються природні речовини: шелак, карнаубський віск, казеїн, кератин, парафін, церезин, спермацет, цетиловий спирт, а також синтетичні продукти, стеаринова кислота в поєданні з жирами і жовчними кислотами, бу-тилстеарат, фталати декстрину, моносукцинати ацетил, метил-фталілцелюлози. Найчастіше для одержання кишково-розчинних покриттів використовують ацетилфталілцелюлозу як речовину, найбільш стійку до дії шлункового соку. Перелічені плівкоутворювачі наносять на таблетки у вигляді розчинів в етиловому, ізопропіловому спирті, ацетоні або в сумішах зазначених розчинників. Для одержання забарвлених оболонок у розчини додають пігменти і барвники.
Кишково-розчинні покриття витримують (2—4 год і більше) дію шлункового соку, що дозволяє таким таблеткам у незмінному вигляді пройти через шлунок; у кишковому ж сокові вони розпадаються протягом 1 год, забезпечуючи вивільнення лікарської речовини в кишечнику. Нерозчинні покриття. Основне призначення покриттів цього типу — захист таблетки від механічного ушкодження і від дії атмосферної вологи, усунення неприємного запаху і смаку лікарської речовини, пролонгування її дії. До них належать етилцелюлоза, монолаурат поліетиленсорбіту, поверхнево-активні речовини тощо. Механізм вивільнення лікарської речовини з таблеток із нерозчинними оболонками такий. Після надходження таблетки в шлунково-кишковий тракт травильні соки проникають крізь мікропори оболонки і спричиняють або розчинення вмісту таблетки, або її набухання. У першому випадку розчинені речовини дифундують через плівку в зворотному напрямку — у шлунково-кишковий тракт під дією різниці концентрацій, у другому — оболонка розривається через збільшення об'єму таблетки, після чого лікарська речовина вивільняється звичайним способом. Вимоги до плівкоутворювальних речовин: 1. Цілковита безпечність для організму. 2. Добра розчинність у широко доступних органічних розчинниках. 3. Чудові плівкоутворювальні властивості. 4. Хімічна індиферентність. 5. Стійкість при тривалому зберіганні (збереження в незмінному стані міцності, еластичності й розчинності). 6. Доступність. 14.10.3. СПОСОБИ НАНЕСЕННЯ ПЛІВКОВИХ ПОКРИТТІВ У промисловому виробництві існують три способи нанесення плівкових покриттів на таблетки: 1. Занурення в розчин плівкоутворювальної речовини. 2. Нашаровування в дражувальному котлі. 3. Одержання покриття в суспендованому шарі. Перший спосіб побудований на зануренні таблеток по черзі, то одним, то другим боком в покривний розчин. Таблетки фіксуються за допомогою вакууму на металевому перфорованому листі спеціальної машини, продуктивність якої складає 5—8 тис. покритих таблеток за годину. Машини такого типу випускаються фірмою Артур Колтон. Цей спосіб досить складний і придатний лише для нанесення на таблетки в'язких, але не занадто клейких розчинів. Нині у зв'язку з недостатньо високою продуктивністю він застосовується рідко. Найбільш розповсюджено застосовується спосіб нанесення плівкових покриттів у дражувальному котлі. Цей спосіб недорогий, застосовується для розчинів практично будь-якої в'язкості, має високу продуктивність. Для нанесення покриття двоопуклі таблетки поміщають у дражувальний котел, який під час роботи обертається зі швидкістю 20—25 об/хв. Перед початком процесу покриття з поверхні таблеток потужним повітряним струменем здувається пил. Покривний розчин вводять у котел шляхом періодичного розбризкування за допомогою встановлених в отворі котла форсунок. Для висушування оболонок таблетки обдувають у котлі струменем повітря. Для нанесення покриття у псевдозрідженому шарі використовується установка, конструкція якої майже не відрізняється від установки типу СГ, застосовуваної для одержання грануляту. Форсунки для розбризкування покривного розчину встановлюються в нижній або верхній частині робочої камери апарата. Певну кількість таблеток поміщають у робочу камеру, включають вентилятор (компресор), і під дією повітряного потоку, що утворюється, маса таблеток переводиться у псевдозріджений стан. Безпосередньо після цього з певною швидкістю в камеру подається покривний розчин. Швидкість надходження розчину визначається його в'язкістю, швидкість руху повітря в апараті — розміром камери і кількістю таблеток, що знаходяться в ній. Тривалість процесу нанесення покриття залежить від необхідної товщини оболонки і коливається від 15 до 45 хв. Після закінчення пульверизації розчину швидкість руху повітря трохи збільшують, при цьому утворення плівкової оболонки відбувається найбільш ефективно, процес висушування покриття значно скорочується порівняно з іншими способами. Плівкове покриття трохи збільшує вагу таблеток. Завдяки використанню летких органічних розчинників можна обійтися без тривалої стадії висушування оболонок. Процес нанесення плівкового покриття триває 2—4 год. Плівкові покриття можна наносити не тільки на таблетки, але й на гранули або на частинки порошкоподібного матеріалу. Основною вадою процесу нанесення плівкових покриттів у промислових масштабах є значне збільшення концентрації парів, найчастіше отруйних і вогненебезпечних органічних розчинників у приміщеннях цехів, що вимагає прийняття відповідних заходів протипожежної безпеки, установлення потужної припливно-витяжної вентиляції і безпеки робітників.
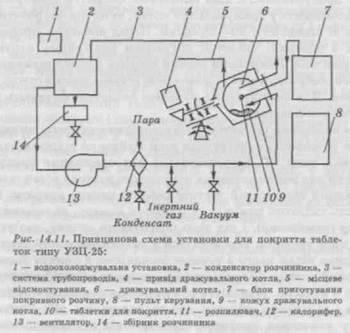
У виробництві для нанесення плівкових покриттів на основі органічних розчинників використовують установки УПТ-25 і УЗЦ-25 (рис. 14.11). Установка замкнутого циклу УЗЦ-25 здатна вловлювати пари розчинників, регенерувати їх і знову пускати у виробництво.
Установка працює таким чином: у дражувальний котел 6, що обертається від привода 4, завантажуються таблетки, які підлягають покриттю. Система ізолюється. У блоці 7, що має два апарати з мішалкою, готують покривний розчин. Система трубопроводів 3 заповнюється азотом. На пульті керування 8 задаються параметри процесу — температура осушувального повітря, час розпилення розчину; на дозувальному насосі задається витрата розчину. Вентилятором 13 азот подається в калорифер 12, де нагрівається до заданої температури, потім, потрапляючи в котел 6, омиває таблетки 10, що перемішуються, на які за допомогою розпилювача 11 наноситься покривний розчин. Азот із парами розчинника надходить у конденсатор 2, де розчинник конденсується і збирається в збірнику 14. За необхідності до конденсатора підключається водоохолоджувальна установка 1. Осушений азот знову надходить на вентилятор. Цей цикл повторюють багаторазово до повного покриття таблеток. Після закінчення покриття розгерметизовують кожух дра- жувального котла 9, для чого попередньо із системи за допомогою вакууму видаляють азот із парами розчинника. Котел відчиняють, і залишок парогазової суміші видаляють з нього місцевим відсмоктуванням 5. Покриті таблетки вивантажуються при нахилі котла. Дражовані покриття. Дражоване (від франц. dragee — нанесення цукрової оболонки) покриття — це найдавніший тип таблеткових оболонок, що застосовувався ще на початку XX століття. Основним призначенням цих оболонок є захист таблеток від дії зовнішніх чинників, маскування неприємного смаку і запаху лікарської речовини, поліпшення зовнішнього вигляду таблеток. Іноді до складу оболонок додають речовини, що захищають таблетку від дії шлункового соку. Утворення дражованих оболонок здійснюється в дражуваль-них котлах або обдукторах, які можуть мати такі форми: кулясту, еліпсоїдну і грушоподібну. Найбільш поширена еліпсоїдна форма, переваги її полягають у можливості більшого завантаження таблетками і створенні великого тиску на них. Крім того, у котлах такого типу створюються оптимальні обертальні рухи дражованих таблеток, що прискорюють і поліпшують умови нанесення оболонки. Форма котла, ступінь його завантаження, швидкість обертання, нахил котла до горизонталі, а також площа поверхні дражованих таблеток значно впливають на якість покриття. Оптимальна швидкість котла — 18...20 об/хв, кут нахилу котла до горизонталі — 30...450, оптимальне завантаження — 25...30 % від місткості котла. Дражована таблетка складається з таблетки-ядра, що містить лікарську речовину, і покриття, яке містить комплекс допоміжних речовин. Таблетка-ядро повинна бути механічно міцною. Це зумовлено тим, що на таблетку при дражуванні діють чотири чинники: — сумарна маса таблеток, яка залежить від величини завантаження котла (зі збільшенням завантаження і швидкості обертання котла зростає можливість руйнації таблеток); — вільне падіння таблеток із верхньої точки котла, що обертається, на нижню (ця сила прямо пропорційна масі таблеток і висоті, з якої вони падають); — кінетична енергія таблеток, що обертаються, у котлі (таблетка не просто довільно падає, а створюється обертальний момент, сила якого залежить від маси таблетки і швидкості обертання котла); — розклинювальний ефект рідин, застосованих при дражуванні.
Таблетки, що підлягають дражуванню, не повинні мати плоску форму, щоб запобігти їх злипанню. Для дражування рекомендуються два типи таблеток: — із середнім овалом поверхні, глибина кривизни складає близько 15 % від діаметра, висота по центру — 25...30 % від діа-метра(Я = 0,75d); — із стандартною кривизною поверхні (малий овал), глибина кривизни складає 10 % від діаметра, висота по центру — не менше 25 % від діаметра таблетки (R — l,ld). До 1975 року на вітчизняних хіміко-фармацевтичних заводах існувала технологія покриття таблеток методом цукрово-борошняного дражування. Стадії технологічного процесу дражування: 1) обволочення, або ґрунтування; 2) нашаровування, або накатування; 3) згладжування, або полірування; 4) глянсування. Обволочення, або ґрунтування полягає в тому, що таблетки, рухаючись у дражувальному котлі, зволожуються цукровим сиропом 64—70 %-вої концентрації та обсипаються пшеничним борошном або ж сумішшю його з магнію карбонатом основним. Після обсипання таблетки обертаються 25—30 хв, після чого їх сушать теплим повітрям (40—50 °С) протягом наступних 30—40 хв. Операції зволоження таблеток, обсипання, вільного обертання і висушування повторюють 2—3 рази. Стадія обволочення, якщо в цьому є необхідність, застосовується для ізоляції таблетки-ядра від проникнення вологи, особливо на початку зволоження таблеток. За стадією обволочення іде стадія нашаровування, або накатування. У цілому технологічному циклі дражування — це найважливіша стадія, оскільки саме тут відбувається в основному утворення всієї оболонки. На цій стадії деякі заводи застосовують цукрово-борошняне тісто для нашаровування, на інших — таблетки зволожують цукровим сиропом і обсипють магнію карбонатом основним або ж сумішшю його з пшеничним борошном в однакових кількостях. Після одноразової подачі цукрово-борошняного тіста таблеткам надають вільного обертання, перемішуючи їх у котлі протягом 30—40 хв. Потім таблетки сушать теплим повітрям протягом 20— 30 хв. Операції подавання тіста, вільного обертання, сушіння таблеток повторюють багаторазово до отримання певної ваги таблеток. За стадією нашаровування іде стадія згладжування, або полірування, яку здійснюють за допомогою цукрового сиропу з додаванням невеликих кількостей желатину (до 1 %) і барвників. На цій стадії відбувається усунення нерівностей, шорсткостей. Останньою стадією процесу дражування є стадія глянсування, тобто надання таблеткам блиску, гарного товарного вигляду. Ії можна здійснювати двома способами. Застосовуючи перший спосіб, готують глянсувальну мастику такого складу, %: воску бджолиного — 45; масла вазелінового — 45; Глянсувальну мастику в кількості 0,05—0,06 % руками наносять на теплі таблетки, що обертаються, і надають можливість їм вільно обертатися упродовж 30—40 хв. Потім таблетки обсипають невеликою кількістю тальку для прискорення одержання глянсу. Застосовуючи другий спосіб, відполіровані таблетки вивантажують із котла і поміщають у спеціальний котел, стінки якого вкриті воском. Включають обертання котла на 1,5—2 год та таким чином одержують глянець. Цукрово-борошняне дражування має і деякі суттєві вади. Дослідження показали, що в процесі зберігання в результаті окисних процесів і ензиматичного розщеплення білкових речовин у борошні утворюються вільні органічні кислоти з виділенням газоподібних речовин, що призводить до згіркнення. Унаслідок цього борошно, що входить до складу покриття, погіршує його фізико-механічні властивості і часто призводить до розтріскування покриття. Цукрово-борошняне тісто, що застосовується при дражуванні, за своєю консистенцією не гомогенне, і покриття, яке одержують на його основі, не дає рівної однорідної поверхні. Борошняне тісто утруднює можливість механізувати та автоматизувати процес. Крім того, цукрово-борошняне дражування досить трудомісткий і тривалий процес. У зв'язку з вищевикладеним професором П. Д. Пашнєвим (Харків) розроблений новий спосіб покриття таблеток — суспензійний метод дражування. Склад суспензії, % Вода — 24,85 Полівінілпіролідон — 0,75 Аеросил — 1,00 Магнію карбонат основний — 13,40 Титану діоксид — 2,00 Поєднання цукру і води являє собою 70 % -вий цукровий сироп, який є носієм суспензії. Полівінілпіролідон (ПВП) — високомолекулярна сполука вініл-піролідону. У розчині молекули ПВП, приєднуючись одна до одної,
утворюють просторову сітку. Молекули цукру, розчинені у воді, опиняються в чарунках сітки. У процесі сушіння таблеток вода, що знаходиться в окремих чарунках сітки, видаляється. Цукор, що там залишився, криста-лізуючись, не має можливості з'єднуватися в агломерати. При цьому утворюються дрібнодисперсні кристали, які менш крихкі і більш пластичні. Аеросил (аморфний силіцію діоксид), що застосовується в суспензії, є її стабілізатором. Механізм стабілізації полягає в тому, що на поверхні частинок аеросилу є силанолові групи, які за допомогою водневих містків із водою утворюють гель. Гель, що утворився, перешкоджає седиментації завислих частинок. Магнію карбонат основний — наповнювач. Титану діоксид — барвник (пігмент). Стадії суспензійного методу дражування таблеток: 1) нанесення на таблетки покриття із знебарвленої суспензії; 2) нанесення на таблетки покриття із забарвленої суспензії або забарвленого сиропу; 3) глянсування таблеток. Суспензійне дражування таблеток здійснюють як на звичайних дражувальних котлах, так і на автоматичних лініях фірми «Штенберг» (Німеччина) і «Пелегріні» (Італія). Технологічний режим дражування полягає ось у чому. У дражувальний котел завантажують попередньо обкачані і обезпилені таблетки-ядра в кількості 25—30 % від місткості котла. Включають привід котла і на таблетки, що обертаються, подають 2—2,5 % суспензії методом поливу або ж розбризкування за допомогою форсунки. Таблеткам дають «розкачатися» протягом 4—5 хв. Кут нахилу котла до горизонталі складає 45°, швидкість обертання його 20—25 об/хв. Після цього таблетки сушать теплим повітрям (40—45 °С) протягом 3—4 хв. Операції подачі суспензії, обкачування і сушіння повторюють багаторазово до отримання певної маси таблеток. Режим нанесення забарвленого покриття на основі забарвленої суспензії або сиропу і глянсування таблеток описаний вище. Суспензійний метод покриття таблеток дозволив автоматизувати процес, зменшити трудовитрати, підвищити продуктивність праці в 3—5 разів. Нова технологія поліпшила якість покритих таблеток: а) знизилася їхня середня вага; б) покращився товарний вигляд; в) підвищилася стабільність покритих таблеток — термін при г) виключено харчовий продукт — борошно, яке призводило Дата добавления: 2016-03-26 | Просмотры: 933 | Нарушение авторских прав |