|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ПРОМИСЛОВЕ ВИРОБНИЦТВО ПЕРВИННИХ УПАКОВОК ДЛЯ СТЕРИЛЬНОЇ ПРОДУКЦІЇЗавданням кожного фармацевтичного підприємства є приготування в оптимальних умовах високоякісних фармацевтичних препаратів і надійна доставка їх до споживача. При цьому нарівні з жорсткими вимогами до виробництва стерильної продук-
ції такі ж вимоги мають висуватися як до первинної упаковки, так і до пакувальних засобів і матеріалів, які контактують з препаратом. Парентеральні лікарські засоби заводського виробництва випускаються в ємкостях зі скла (ампули, флакони, карпули), прозорих пластмасових упаковках із полімерних матеріалів (флакони, шприц-ампули, гнучкі контейнери). Контейнери для ПЛЗ поділяють на дві групи: — однодозові, що містять певну кількість препарату, призначену для одноразової ін'єкції; — багатодозові, що забезпечують можливість багаторазового відбору із посудини певної кількості препарату, уміщеного в ній, без порушення стерильності. Об'єм ін'єкційного лікарського засобу в однодозовому контейнері повинен бути достатнім для відбору і введення номінальної дози при застосуванні звичайного методу введення. Багатодозові водні ін'єкційні лікарські засоби містять відповідний антимікробний консервант у необхідній концентрації, за винятком препаратів, що мають відповідні антимікробні властивості. При випускові препарату для парентерального введення на багатодозовому контейнері необхідно зазначати запобіжні заходи щодо його введення й особливо зберігання між відборами доз. До одноразових первинних упаковок належить шприц-ампу-ла — тюбик з полімерних матеріалів з ін'єкційною голкою, захищеною ковпачком. Прикладом багатодозових посудин є флакони місткістю від 5 до 500 мл, виготовлені зі скла або полімерних матеріалів. Перспективними посудинами для інфузійних розчинів є гнучкі контейнери, виготовлені з полівінілхлориду (ПВХ), що являють собою прозорі полімерні пакети, термозаварені по периметру. Найбільш поширеним представником одноразової посудини є ампула. 19.3.1. АМПУЛИ ЯК ВМІСТИЛИЩЕ ДЛЯ ІН'ЄКЦІЙНИХ РОЗЧИНІВ Ампули — це скляні посудини різної місткості (1; 2; 3; 5; 10; 20 і 50 мл) і форми, що складається із розширеної частини — корпусу (пульки), куди вміщуються лікарські речовини (у розчині або іншому стані) і 1—2 капілярів («стебел»), які служать для наповнення й опорожнення ампул. Капіляри можуть бути рівними або з перебивкою. Перебивка на капілярі перешкоджає потраплянню розчину у верхню його частину при запаюванні і поліпшує умови розкриття ампул перед ін'єкцією. Повідомленням 0712.1—98 про зміну ТУ У 480945-005—96 уведені нові ампули з кольоровим кільцем зламу. На поверхні й у товщі скла ампул не допускаються: продавлювані і непродавлювані (шириною понад 0,1 мм) капіляри; звили-ни, відчутні на дотик; склоподібні включення, супроводжувані внутрішніми напругами; відколи; посічки; сторонні включення. Ампули мають відповідати формі і геометричним розмірам, зазначеним у НТД і комплекті технічної документації, затвердженої за встановленим порядком. Відхилення від округлості ампул, зумовлене різницею двох взаємно перпендикулярних діаметрів, не повинне перевищувати граничних відхилень на діаметр. Ампули виробляють, як правило, з безбарвного скла, іноді — із жовтого і дуже рідко з кольорового. Зазвичай виготовляють ампули з плоским денцем, хоча з технологічних причин денце ампули має бути увігнутим усередину. Це забезпечує стійкість ампули й можливість осадити в цій «канавці» осколки скла, які утворюються при розкритті. Дно повинно забезпечувати стійкість порожньої ампули з обрізаним стеблом на горизонтальній площині. Допускається увігнутість дна ампул не більше 2,0 мм. У нашій країні випускаються ампули шприцевого і вакуумного наповнення з різним маркуванням. Ампули вакуумного наповнення: ВПВ — вакуумного наповнення з перебивкою відкриті; BB — вакуумного наповнення без перебивки відкриті; Ампули шприцевого наповнення: ІП-В — шприцевого наповнення відкриті; ІП-С — шприцевого наповнення з розтрубом відкриті; C — спарені; Г — для гліцерину. Поряд із літерним позначенням указується місткість ампул, марка скла і номер нормативно-технічної документації (стандарту). За якістю і розмірами ампули мають відповідати вимогам ТУ У 480945-005—96 або OCTy 64-2-485—85. Приклад позначення ампули типу Ш номінальної місткості 1,0 мл форми В без кольорового кільця зламу зі скла марки УСП-1: ампула ІП-1В УСП-1 ТУ У 480945-005—96. Приклад позначення ампули типу Ш номінальної місткості 1,0 мл форми В з кольоровим кільцем зламу зі скла марки УСП-1: ампула ІП-1В КЗ УСП-1 ТУ У 480945-005—96. Фармацевтичні підприємства можуть користуватися готовими ампулами, виготовленими скляними заводами, або виробляти їх самі на склодувних дільницях, що діють при ампульному цехові.
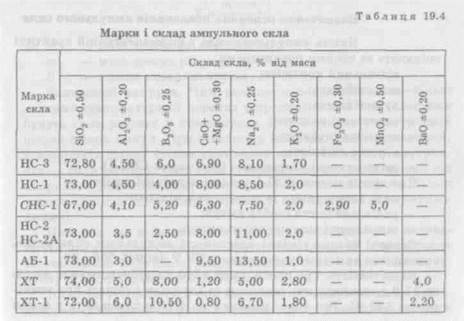
Скло для стерильної продукції. Одержання, технічні вимоги Скло — це твердий розчин, отриманий у результаті охолодження розплавленої суміші силікатів, оксидів металів і деяких солей. До складу скла входять різні оксиди: Si02, Na20, CaO, MgO, В203, А1203 та ін. Серед видів неорганічного скла (бо-росилікатне, боратне та ін.) велика роль у практиці належить склу, сплавленому на основі кремнезему,— силікатному склу. Уводячи до його складу певні оксиди, одержують скло із заздалегідь заданими фізико-хімічними властивостями. Найбільш простий склад має скло, отримане розплавленням кварцового піску (95—98 % силіцію діоксиду) до утворення склоподібної маси, з якої виготовляють так званий кварцовий посуд, що має велику термічну і хімічну стійкість. Однак виготовити і запаяти ампулу з кварцового скла неможливо через його високу температуру плавлення (1550—1800 °С). Тому для зниження температури плавлення до складу скла додають оксиди металів, уведення яких зменшує його хімічну стійкість. Для підвищення хімічної стійкості до складу скла вводять оксиди бору й алюмінію. Додавання до складу скла магнію оксиду набагато збільшує його термічну стійкість. Регулювання вмісту бору, алюмінію і магнію оксидів підвищує ударну міцність і знижує крихкість скла. Змінюючи склад компонентів і їх концентрацію, можна одержати скло із заданими властивостями. До ампульного скла висувають такі вимоги: безбарвність і прозорість — для контролю на відсутність механічних включень і можливості виявлення ознак псування розчину; легкоплавкість — для здійснення якісної запайки ампул; водостійкість; механічна міцність — для витримування навантажень при обробці ампул у процесі виробництва, транспортуванні та зберіганні (ця вимога має поєднуватися з необхідною крихкістю скла для легкого розкривання капіляра ампул); термічна стійкість — здатність скла не руйнуватися при різких коливаннях температури, зокрема, при стерилізації; хімічна стійкість, яка гарантує незмінність складу всіх компонентів препарату; питома поверхня контактурозчину зі склом — чим більша ця величина, тим більшою повинна бути хімічна стійкість скла. Хімічна стійкість скла Хімічна стійкість характеризує опірність скла руйнівної дії агресивних середовищ. Присутність катіонів лужних металів викликає розпушення тетраедричних кристалічних ґраток, зниження в'язкості і температури його плавлення. Іони цих металів у склі зв'язані між co- бою відносно слабко і тому мають значну рухливість. Скло як складний сплав при тривалому контакті з водою або водними розчинами (особливо при нагріванні) виділяє зі своєї поверхні окремі складові частини, тобто піддається процесу вилужування або розчиненню верхнього шару скла. Вилужування — це перехід із структури скла переважно оксидів лужних і лужноземельних металів у водний розчин завдяки своїй високій рухливості порівняно з високим зарядом чотиривалентного силіцію. При більш глибоких процесах вилужування іони лужних металів легко переміщуються з внутрішніх шарів скла на місце іонів, що вступили в реакцію. Механізм взаємодії розчину з поверхнею ампул можна показати таким чином: на поверхні скла завжди є шар, насичений іонами лужних і лужноземельних металів. При контакті слабокислих і нейтральних розчинів шар адсорбує іони гідрогену, а в розчин переходять іони металів, які змінюють pH середовища. У результаті утворюється гелева плівка силікатної кислоти, товщина якої поступово збільшується, що ускладнює вихід іонів металів із внутрішніх шарів скла. У зв'язку з цим процес вилужування, що почався швидко, поступово згасає і припиняється приблизно через 8 місяців. Під дією лужних розчинів плівка не утворюється, а розчиняється поверхневий шар скла з розривом зв'язку Si—О—Si i утворенням груп Si—О—Na. Унаслідок цього поверхневий шар скла повністю переходить у розчин, піддається гідролізу і призводить до зміни pH розчину. Важливо також враховувати питому поверхню контакту розчину зі склом ампули. Так, у маломістких ампулах вона більша, тому їхня хімічна стійкість має бути більш високою. При цьому явищі стає можливим: — випадання вільних основ алкалоїдів із їхніх солей; — осадження речовин із колоїдних розчинів у результаті зміни pH; — осадження гідрооксидів або оксидів металів з їхніх солей; — гідроліз естерів, глікозидів і алкалоїдів, що мають естерну будову (атропін, скополамін тощо); — оптична ізомеризація активних речовин з утворенням фізіологічно неактивних ізомерів, наприклад алкалоїдів ріжок; — окиснення речовин, чутливих до дії оксигену в нейтральному або слаболужному середовищі, наприклад морфіну, адреналіну тощо. Вилужування зі скла іонів кальцію може призвести до утворення осадів важкорозчинних кальцієвих солей. Таке явище спостерігається в розчинах, що містять фосфати (у разі використання буферів) або кислий сульфіт, натрію піросульфіт (додані інгібіто-
ри окиснення). В останньому випадку після окиснення іонів сульфіту до сульфату утворюються кристали гіпсу. Відомі випадки виділення чистого кремнезему у вигляді кристалів і лусочок. Найчастіше появляються новоутворення при ампулуванні солей магнію, коли в осад випадають нерозчинні солі силікатів магнію. У зв'язку з цим для водних розчинів алкалоїдів та інших нестійких лікарських речовин потрібні ампули з нейтрального скла. Для масляних розчинів можна використовувати ампули з лужного скла. Хімічну стійкість внутрішньої поверхні ампул можна підвищити, змінивши її поверхневу структуру. Під дією на скло водяної пари або сульфуру діоксиду і водяної пари при підвищеній температурі на склі утворюється шар натрію сульфату, а іони натрію в склі частково заміняються водневими іонами. Збагачений Н-іонами, шар має підвищену механічну міцність і утруднює подальшу дифузію іонів лужних металів. Однак такі шари мають невелику товщину і при тривалому зберіганні препарату в ампулі процес виділення лугу може відновитися. Найчастіше застосовується спосіб обробки поверхні ампул силіконами. Силікони — це силіційорганічні сполуки такої будови:
сн3 сн3 сн3 сн3 CH3 — Si-0-Si-0-Si-0...-Si-CH4 сн3 сн3 сн3 сн3 Окремі ланцюжки можуть з'єднуватися оксигенними містками, створюючи двомірні і тримірні полімерні ґратки. Характерною особливістю силіконів є їх хімічна нейтральність і фізіологічна нешкідливість. У фармацевтичній промисловості використовують для покриття скла готові полімери у вигляді розчинів або емульсій. При зануренні очищеного скла в 0,5—2 %-вий розчин силіконового масла в органічному розчиннику або в емульсію силіконового масла, розведеною водою в співвідношенні 1: 50—1: 10 000, відбувається абсорбція молекул масла на поверхні скла. Для одержання міцної плівки посудини нагрівають протягом 3—4 год при температурі 250 °С або 30 хв при температурі 300—350 СС. Найпростіший спосіб — обробка ампул водною емульсією силікону з подальшим висушуванням протягом 1—2 год при 240 °С. Силікони здатні покривати скло плівкою товщиною 6 • 10-7 мм, оброблена поверхня стає гідрофобною, міцність виробу підвищу- ється. Поряд із позитивними ознаками силіконування скляних виробів є і негативні. Силіконова плівка дещо знижує міграцію лугу зі скла, але не забезпечує достатнього захисту скла від корозії. За допомогою силікону не можна запобігти корозії низькосортного- скла, тому що одночасно зі склом піддається впливу середовища і тонка силіконова плівка. При запайці капілярів можлива руйнація плівки силікону, що може призвести до утворення в ін'єкційному розчині суспензії. Існують й інші шляхи усунення процесу вилужування: — використання неводних розчинників; — роздільне ампулування лікарської речовини і розчинника; — зневоднювання препаратів; — заміна скла іншими матеріалами. Однак силіконізовані і пластмасові ампули до цього часу не знайшли широкого застосування в нашій країні. Таким чином, перелічені вище чинники впливають на стабільність ін'єкційних розчинів і мають ураховуватися при виборі первинної упаковки. Дата добавления: 2016-03-26 | Просмотры: 704 | Нарушение авторских прав |