|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ТВЕРДІ ЖЕЛАТИНОВІ КАПСУЛИТверді желатинові капсули призначені для дозування сипких порошкоподібних, гранульованих і мікрокапсулованих речовин. Вони мають форму циліндра з напівсферичними кінцями і складаються із двох частин — корпусу (тіла) і кришечки, що мають вільно входити одна в одну, не утворючи зазорів. Для забезпечення «замка» в них є спеціальні канавки і виступи. Останніми роками з'явилися препарати у твердих желатинових капсулах із легкотекучими наповнювачами. Для запобігання можливого витікання із капсули їх піддають додатковій герметизації. Для цьогозастосовують спеціальні технологічні прийоми: термомеханічне або ультразвукове зварювання, накладення бандажа зі складнокомпонентних желатиновмісних розчинів, низькомолекулярна термічна герметизація, нанесення плівкового покриття на всю поверхню капсули тощо. За останні п'ятдесят років дизайн твердих желатинових капсул постійно удосконалюється відповідно до вимог, що змінюються. Так, фірма «Capsugel» наприкінці 60-х років замінила капсулу STANDARD (рис. 16.6) із рівними стінками на капсулу SNAP-FIT™. Нова капсула має дві виїмки, нанесені по колу (одна на корпусі, друга на кришечці), що забезпечує щільне укупорювання після наповнення. Це пристосування робить майже неможливим відкриття капсули. Упровадження високопродуктивних наповнювальних машин вимагало розробки нових типів капсул. 1978 року фірма виготовила удосконалену капсулу CONI-SNAP™. Невелике звуження
половинок запобігає розколюванню або зминанню капсул при наповненні й укупорюванні. Найсучаснішим нововведенням є капсула CONI-SNAP™ із «ямочками». Така капсула має чотири ямочкоподібні виїмки на додаток до двох звичайних виїмок. Новий механізм закриття значно зменшує ймовірність відкриття капсул під час упакування і транспортування. Крім технологічного удосконалення, досліджувалися заходи, спрямовані на підвищення безпеки пацієнтів, оскільки у двостулкових капсулах, що використовувалися до цього, можна було змінити вміст, витягаючи або додаючи будь-яку речовину. Результатом досліджень стала капсула CONI-SNAP SUPRO™. Вона позбавлена ризику маніпулювання вмістом, оскільки її неможливо відкрити руками без пошкодження. Капсула складається з двох частин, але кришечка так щільно накриває корпус, що видно тільки його круглий кінець. Цей тип капсул — нове досягнення в безпеці ліків стосовно підвищення рівня захищеності лікарської форми від дітей і збільшення твердості капсул за рахунок подвійної стінки. Залежно від середньої місткості капсули STANDARD випускають восьми розмірів.
Тверді желатинові капсули одержують методом занурення. Суть методу полягає в тому, що формування оболонок здійснюється за рахунок занурення охолоджених, змазаних олією рам із штифтами в готову капсульну масу. У залежності від різних модифікацій окремих механізмів і пристроїв, а також форми рам-утримувачів та їх кількості є різні конструкції машин, які працюють за принципом занурення. Ix випускають фірми «Colton», «Parke, Devis & Co», «Elli Lilli» (США), «Zanazi» (Італія), «Hoflider und Ка㧻(Німеччина). Як приклад розглянемо процес виготовлення твердих капсул на напівавтоматі американської фірми «Colton», що складається з «мокальної ванни» у термостатичному кожусі, занурювального механізму із штифтами, сушильної установки, автоматичного вузла для підрізання, зняття і комплектування капсул. Циліндричні форми-штифти («оливи») на рамі-утримувачу плавно занурюються за допомогою автоматичного пристрою в желатинову масу і, обертаючись навколо своєї осі, піднімаються, даючи стекти надлишку маси. Правильний розподіл желатинової плівки забезпечується точним регулюванням швидкості обертання рами, в'язкістю желатину і глибиною занурення. Завдяки цьому капсули мають однорідну стінку певної товщини. Отримані оболонки сушать спочатку при температурі повітря 26—27 °С і відносній вологості 45—50 %, потім при температурі 18 °С до відносної вологості 10—15 %. Із сушильної установки рами подаються в автоматичний вузол, де оболонки капсули спочатку підрізаються ротаційним ножем, а потім знімаються механічними лапками і подаються в блок комплектації. Штифти очищаються, змазуються маслами, після чого технологічний цикл тривалістю 45—47 хв повторюється. Порожні тверді капсули наповняються лікарськими речовинами на спеціальних наповнювальних автоматах. 16.6. АВТОМАТИ ДЛЯ НАПОВНЕННЯ КАПСУЛ Наповнення м'яких желатинових капсул відбувається за допомогою поршневих вакуумних автоматів, які відзначаються великою точністю дозування (±2—3 %) і високою продуктивністю. Для наповнення твердих желатинових капсул використовують автомати різних фірм, які відрізняються продуктивністю (від 20 до 150 тис. шт./год) і точністю дозування (±2—5 %) і будовою дозатора. Залежно від сипкості і ступеня дисперсності (зернистості) лікарської речовини, що фасується, автомати працюють із шнековими, вакуумними або вібраційними дозаторами. Наповнення твердих желатинових капсул здійснюється в п'ять операцій (рис. 16.7): 1) орієнтування порожніх капсул; 2) роз'єднання (розкриття) порожніх капсул; 3) наповнення корпусу капсули; 4) з'єднання і закриття тіла і кришечки капсули; 5) викидання наповнених капсул.
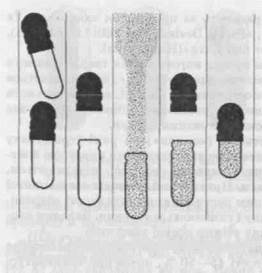
Наповнення корпусу капсул — найбільш відповідальна операція. Відтворення і точність дозування залежить від характеристики наповнювача, методу наповнення і типу машини, що наповняє. Активні речовини для Puc. 16.7. Стадії процесу наповнення твердих тися з капсули, забезпечу- 2. При використанні автоматичних наповнювальних машин речовини повинні мати певні фізико-хімічні і технологічні властивості, такі як: — відповідний розмір і форму частинок; — однорідність; — гомогеність змішування; — сипкість (плинність); — вміст вологи; — здатність до компактного формування під тиском. Для надання активним компонентам необхідних технологічних властивостей до них додають допоміжні речовини. Якщо необхідно поліпшити сипкі властивості наповнювача, то додають ковзкі допоміжні речовини. Наприклад, уведення 0,1— 0,3 % аеросилу або магнію стеарату разом із 0,5—1,0 % тальку може бути достатнім. Установлено, що втрамбовані порошки в капсулах розпадаються вдвічі довше, ніж вільно заповнені, але відмінність стає незначною при введенні дезінтегрантів — речовин, що сприяють деагрегації інкапсулованої порошкової маси. Як дезінтегранти застосовують аеросил, карбонат кальцію, тальк. При інкапсулуванні пастоподібних мас виникає необхідність уведення тиксотропів — речовин, що додають необхідну плинність. Вони можуть змінювати в'язкість легкотекучих мас для заповнення капсул. 3 цією метою вводяться поліетиленгліколі, воски, соєвий лецитин тощо. Здебільшого активні речовини інкапсулують у формі порошків або гранул. Однак мікрокапсули, мікродраже, таблетки, маленькі желатинові капсули, пасти і рідини з високою в'язкістю окремо або в різних комбінаціях можуть заповнюватися без особливих труднощів (рис. 16.8). Наповнення капсул сферичними гранулами (пеллетами), мікродраже і мікрокапсулами з жировою і плівковою оболонкою, що мають гарні сипкі властивості, дозволяє використовувати менший об'єм, ніж у порошкова-них формах. Крім того, наявність желатинових оболонок дає можливість захищати матеріал від несприятливих чинників і контролювати вивільнення активних речовин як за швидкістю, так і за локалізацією дії. Ще однією перевагою твердих желатинових капсул є можливість комбінації (поєднання) декількох несумісних речовин в одній м'якій капсулі. 16.6.1. МЕТОДИ ІНКАПСУЛУВАННЯ На сьогодні у світовій практиці використовують декілька методів ручного наповнення, на напівавтоматичних машинах і на високошвидкісних автоматах із продуктивністю близько 150 тис. капсул за годину.
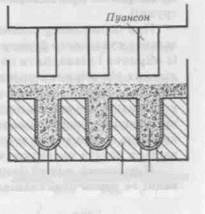
Наповнення вдавленням. Цей метод застосовується при ручному наповненні капсул або при використанні найпростіших напівавтоматичних машин. Відваженою кількістю порошку або гранул заповнюють корпус капсул, а наповнювач, що залишився, вдавлюється спеціальними пуансонами в необхідну кількість капсул (рис. 16.9).
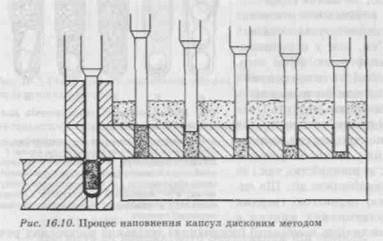
Цей метод використовується для наповнення контрольних зразків капсул у дослідницьких проектах і невеликих партіях препаратів. Дисковий метод дозування. Дозувальний диск із шістьма групами отворів утворює основу вмістилища. Наповнювач, розподілений через ці отвори, пресується п'ятьма окремо відрегульованими ущільнювальними пристроями (станціями). Шоста станція служить для переміщення утрамбованого порошку в корпус капсули. Принцип роботи таких машин наведений на рис. 16.10.
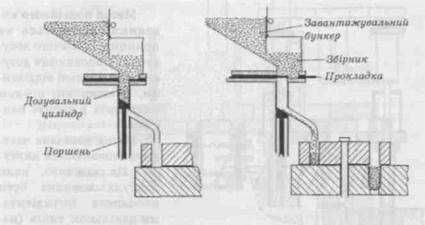
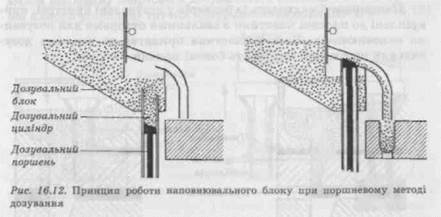
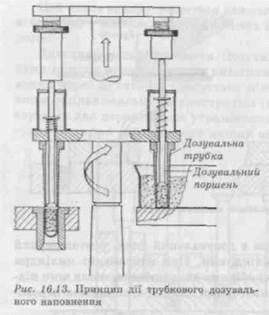
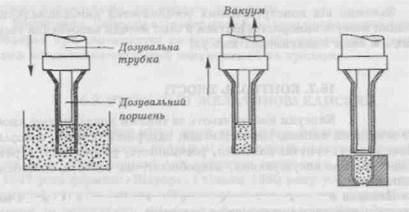
Метод дозволяє коригувати дозування, якщо порошок має погану сипкість і тенденцію до формування грудок. Маса наповнювача може регулюватися зміною тиску і підвищенням або зниженням рівня наповнювача. Це дозволяє вміщати в капсули дуже малі дози препаратів. Поршневі методи дозування. Методи ґрунтуються на об'ємному дозуванні при використанні дозувальних блоків різної конструкції. При поршневому ковзному методі наповнювач передається із завантажувального бункера в дозувальний блок, що складається із збірника і дванадцяти паралельних дозувальних циліндрів, відділених від збірника прокладкою (рис. 16.11). Під час руху прокладки наповнювач проходить через отвори в ній і надходить у циліндри, що мають поршні. Подальший рух прокладки перекриває подачу наповнювача зі збірника, після цього поршні опускаються, відкриваючи отвори в циліндрах. Через ці отвори відбувається подача наповнювача в корпус капсули. Поршневий метод дозування заснований на об'ємному дозуванні за допомогою спеціального дозувального циліндра. Напов- Рис. 16.11. Наповнення поршневим ковзним методом нювач надходить із бункера в дозувальний блок, розташований разом із дозувальними циліндрами. При наповненні циліндри переміщаються нагору через збірник наповнювача, після чого піднімається поршень до верхньої точки циліндра, сприяючи перемі- щенню наповнювача через спеціальні канали в корпус капсули (рис. 16.12). Трубковий метод дозування. Застосовуючи цей метод, використовують трубки спеціальної форми (дозатор і поршень), що заглиблюються в порошкоподібний або гранульований наповнювач. Після видалення трубки з наповнювача дозувальний блок повертається на 180°, і спресований порошок виштовхується дозувальним поршнем у корпус капсули. Стиск порошку може регулюватися таким чином, що створюється необхідна висота і форма наповнювача (рис. 16.13).
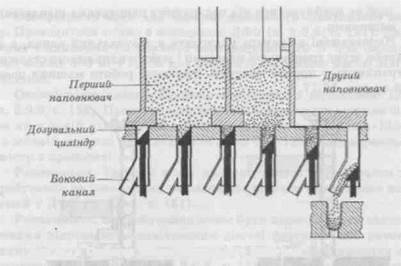
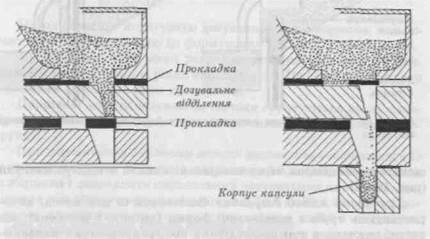
Метод подвійного ковзання ґрунтується на принципі об'ємного дозування. Наповнювач дозують у спеціальні відділення, з яких він згодом надходить у корпус капсули. Метод дозволяє частково заповнювати капсули. Це важливо, коли капсула повинна бути наповнена інґредієнта-ми декількох типів (наприклад, мікрокапсули) (рис. 16.14). Метод дозувальних циліндрів призначений для дозування двох наповнювачів в одну капсулу. Наповнювачі надходять із бункерів у дозувальні пристрої, прикріплені до плоскої пластини з овальними отворами для дозування наповнювачів. Базова пластина прилягає до рухомих дозувальних циліндрів, які мають бокові канали і поршні.
Рис. 16.14. Наповнення методом подвійного ковзання Після наповнення першим порошком циліндр пересувається до другого дозувального пристрою, де відбувається подальше заповнення циліндра іншим наповнювачем. Потім поршень зісковзує вниз, відкриваючи боковий канал, через який суміш наповнювачів потрапляє в корпус капсули (рис. 16.15). Рис. 16.15. Принцип роботи дозувального пристрою Метод дозувальних трубок. Ще один об'ємний метод, при якому наповнювач переноситься в капсулу за допомогою вакууму. Вакуум підведений до дозувальних трубок, які послідовно занурюються всередину обертового дозувального жолоба. Об'єм дозувальної камери усередині трубки контролюється поршнем (рис. 16.16).
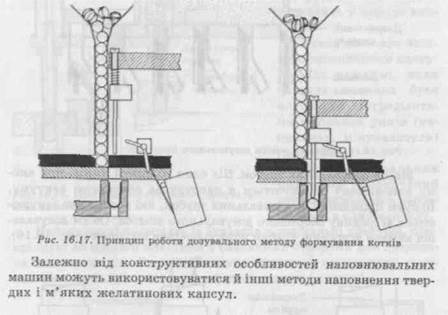
Рис. 16.16. Принципова схема методу дозувальних трубок Метод наповнення капсул твердими формами (метод формування котків). Особливістю цього методу є наповнювачі, які можуть бути представлені таблетками, ядрами, таблетками з оболонками, драже, капсулами чітко визначених розмірів. Наповнювачі сферичної форми більш прийнятні завдяки своїм значним показникам сипкості, центрування, дозування і викидання з дозувальних каналів. Оболонки м'яких желатинових капсул мають бути якомога твердішими і містити менше вологи, крім того, міцними настіль-
ки, щоб не зруйнуватися під час процесу наповнення швидкісними машинами. Наповнювачі з бункера надходять у дозувальний канал, а за рахунок зсуву спеціальної пластини і роботи напрямного стержня потрапляють у корпус капсули. Фрагмент роботи машини поданий на рис. 16.17. КОНТРОЛЬ ЯКОСТІ Капсули контролюють за такими показниками якості: зовнішній вигляд, ідентифікація, однорідність маси, однорідність вмісту, супутні домішки, розчинність, розпадання, втрата в масі під час висушування, мікробіологічна чистота, кількісне визначення. Капсули повинні мати гладку поверхню без ушкоджень і видимих повітряних і механічних включень. Ідентифікація. Проводять визначення наявності всіх діючих речовин і антимікробних консервантів, що входять до складу препарату. Вміст діючої речовини в капсулі. Якщо немає інших указівок в окремій статті, відхилення у вмісті діючих речовин при дозуванні менше 1 мг мають складати ±15 %, від 1 до 10 мг — ±10 %, від 10 до 100 мг — ±7,5 % та від 100 мг і більше — ±5 %. У м'яких капсулах, вміст яких являє собою масла або масляні розчини, додатково контролюють кислотне і перекисне числа. Однорідність маси для одиниці дозованого лікарського засобу. Проводиться згідно з методикою ДФУ (п. 2.9.5, c. 157). Допустиме відхилення не повинно перевищувати 10 % при середній масі менше 300 мг і 7,5 % для капсул із середньою масою 300 мг і більше. Однорідність вмісту. Проводиться згідно з методикою ДФУ (п. 2.9.6, c. 158). Препарат відповідає вимогам, якщо вміст не більше як в одній однодозовій одиниці виходить за межі 85—115 % і в жодній одиниці не виходить за межі 75—125 % від середнього вмісту в препараті. Розпадання. Тверді і м'які капсули мають витримувати випробування на розпадання таблеток або капсул, метод якого наведений у ДФУ (п. 2.9.1, c. 151). Розчинність. Випробування може бути проведене для підтвердження відповідного вивільнення діючої речовини або речовин одним із способів, описаних у статті ДФУ тест «Розчинення» для твердих дозованих форм (п. 2.9.3, c. 153—157). Якщо проводять випробування за показником «Розчинність», випробування на «Розпадання» не вимагається. Упаковка і маркування. Капсули повинні випускатися в щільно закритій упаковці, яка захищає від дії вологи. Поверхня капсули може бути маркована. На упаковці зазначають назву всіх антимікробних консервантів, що входять до складу. Зберігання. Капсули слід зберігати в щільно закупорених контейнерах прй температурі не вище 30 °С або відповідно до вказівки нормативно-технічної документації на препарат. Дата добавления: 2016-03-26 | Просмотры: 1047 | Нарушение авторских прав |