|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
Виробництво мазі сірчаної на емульсійній основіПроцес приготування мазей на емульсійній основі є більш трудомістким і складається з таких технологічних стадій: приготування основи (масляної фази), приготування водного розчину лікарських речовин (водної фази), емульгування і гомогенізації. Вазелін розплавляють електронагрівальним приладом і за допомогою вакууму подають у реактор, температура в якому підтримується на рівні 70—80 °С. Воду відважують і нагрівають до температури 90—95 °С. Сірку очищену просівають через механічне сито і зважують.
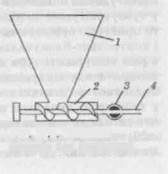
Далі вазелін вихровим насосом подають в ємкість для зважування і перекачують через фільтр у попередньо нагрітий парою змішувач, обладнаний мішалкою. Потім в змішувач подають розплавлений емульгатор і нагріту воду очищену. Після цього включають мішалку змішувача і емульгують масу протягом 5 хв, після чого подачу пари припиняють і через водяну оболонку змішувача пропускають холодну воду. Емульгування продовжують з одночасним охолодженням емульсії до температури 55—60 °С. Потім сірку очищену у вигляді дрібного порошку невеликими порціями завантажують у змішувач при безперервному перемішуванні та охолодженні суміші до температури 30—35 °С. При цьому утворюється однорідна маса жовтого кольору, яку після попереднього аналізу фасують у ємкості по 40 кг або в баночки чи туби по 25—30 г. Періодичний технологічний процес характеризується значними витратами робочого часу і виробничих потужностей, зменшити які можна завдяки переходу на безперервні процеси одержання мазей, використання роторно-пульсаційних апаратів, високопродуктивних гомогенізаторів та ін. Сучасний рівень розвитку техніки дає можливість конструювати потокові лінії, на яких всі операції, починаючи від підготування сировини до пакування готової продукції, здійснюються в автоматичному режимі. 18.6. СТАНДАРТИЗАЦІЯ МАЗЕЙ Внутрішньоцеховий контроль мазей здійснюється практично на кожній стадії та операції і особливо перед фасуван-ням, щоб переконатися в якісному виготовленні препарату. Остаточний висновок за всіма показниками якості готової продукції дає відділ якості (ВЯ) заводу. Мазі стандартизують за якісним і кількісним вмістом лікарських речовин (визначення істинності). Це визначення проводиться візуально за зовнішнім виглядом та органолептичними ознаками, а також проведенням якісних реакцій на лікарські речовини, що входять у склад мазі. Для якісної ідентифікації і визначення кількості лікарських речовин, що містяться в готовій мазі, використовують методики, наведені у відповідних статтях ДФУ, ФС, ДСТ У, ТУ У та ін. Відхилення в масі мазей, розфасованих у баночки або туби, перевіряють шляхом зважування 10 доз. Для суспензійних мазей визначається дисперсність частинок за допомогою окулярного мікрометра мікроскопа за методикою ДФУ. Норми ступеня дисперсності твердих частинок є індивідуальними для кожної мазі і повинні зазначатися в окремих статтях ДФ та іншій АНД. Ступінь дисперсності в емульсійних мазях також можна встановити за допомогою електронного мікроскопа з окуляром-мікро-метром за умов забарвлення дисперсної фази. При цьому визначають діаметр 1000 крапель, а потім обчислюють у відсотках вміст крапель різного розміру. Цей метод легко здійснити, однак норми якості для емульсійних мазей поки що в жодній фармакопеї не зазначені. Інші випробування проводяться згідно з вимогами чинної АНД на окремі найменування мазей. Так, згідно з АНД, іноді в мазях потрібно визначити pH. 3 цією метою наважку мазі заливають 50 мл води очищеної (50—60 °С) і струшують на вібраторі протягом 30 хв. Отриману витяжку відфільтровують і потенціометрично визначають pH. Фармакопея XI видання вимагає проводити випробовування мазей на мікробну чистоту. У це поняття входить кількісне визначення життєздатних бактерій і грибків, а також виявлення певних видів мікроорганізмів, наявність яких є неприпустимою у нестерильних лікарських засобах. Іноді необхідно проводити визначення структурно-механічних властивостей (консистенції) мазей, ступеня вивільнення з них лікарських речовин і стабільності їх за різних умов зберігання. Звичайно це роблять під час розробки нових або удосконалення наявних мазей. 18.7. ФАСУВАННЯ I УПАКОВУВАННЯ МАЗЕЙ Упаковування мазей проводять в ємкості з різних матеріалів. Мазі, що містять водну фазу або леткі компоненти, упаковують у посудини, які запобігають їх випаровуванню. Для упакування мазей часто використовуються банки скляні, порцелянові, із полімерних матеріалів (полістирол) об'ємом 10, 20, 30, 50 і 100 мл, які закриваються кришками, що заґвинчуються. Для фасування мазей ангро використовують дерев'яні бочки (50—100 кг), бляшані або скляні банки (5—10—20 кг). Мазі фасують за допомогою шнекових і поршневих дозувальних машин (рис. 18.5). Шнекова самодозувальна машина складається з бункера 1, що заповнюється маззю, і шнека 2, який подає мазь через кран 3 до мундштука 4. Через певні проміжки часу кран закриваєть- рис 185 Шнекова СЯ, І маЗЬ ІЗ МунДШТука ВИШТОВХуЄТЬСЯ маШина для фасування в баночку або тубу. Фасовка здійснюєть- мазей
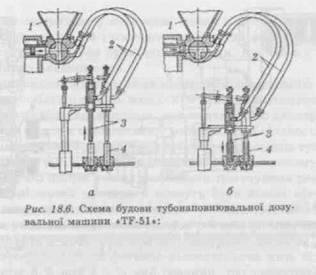
ся за часом закриття і відкриття крана. Банки з розфасованою маззю закривають кришками. Найбільш зручною і сучасною упаковкою для мазей є туби, виготовлені з металу або полімерних матеріалів. Туба є найбільш гігієнічною і зручною упаковкою; на неї можна наносити поділки, що забезпечують дозування мазі, до неї можуть додаватися насадки (аплікатори) з пластмаси, які дають змогу уводити мазь у порожнини і т. ін. Для металевих туб використовують алюміній марок A6 і A7. їхню внутрішню поверхню вкривають лаком (ФЛ-559), а зовнішню - емалевою фарбою, на яку потім наносять маркування. Як полімерні матеріали для виготовлення туб використовують поліетилен низького і високого тиску, поліпропілен, полівінілхлорид. Для герметизації отвір туби закривають суцільною тонкою алюмінієвою плівкою, зверху наґвинчується конічний бушон. Бушон має гострий шип, яким проколюють отвір туби при використанні. Для наповнення туб використовують тубонаповнювальні машини лінійного і карусельного типу. Так, машини Colibri, «GA-40», «GA-85» (Італія) призначені для наповнення як металевих, так і поліетиленових туб (крім GA-85); фірма «Івка» (Німеччина) виготовляє машини «ТІ-23», «TF-24», «TF-51»; фірма «Гофлігер-Карг» — тубонаповнювальні машини марки «Rossi», що здатні запаковувати мазі в металеві, поліетиленові і полівінілхлоридні туби; шведська фірма «Аренко» виготовляє машини типу «Агеп-comatic-1000» i «Arencomatic-2000». Дата добавления: 2016-03-26 | Просмотры: 610 | Нарушение авторских прав |