|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ШТАМПОВАНІ МЕТАЛЕВІ КОРОНКИПісля обстеження хворого, проведеного препарування опорних зубів та У зуботехнічній лабораторії за отриманими відбитками виготовляють робочу та допоміжну моделі, які співставляють у положенні центральної оклюзії і гіпсують в оклюдатор або артикулятор. Так починається лабораторний етап виготовлення металевих штампованих коронок. Після огляду гіпсових моделей проводять гравірування шийок зубів очним скальпелем. Під час цього процесу не допускається поглиблення ясенної борозни, завданням є тільки точно позначити її контури. У разі необхідності міжзубні проміжки розділяють спеціальною пилкою (лобзиком). Хімічним олівцем позначають клінічну шийку зуба (мал. 47). Отримана лінія буде служити орієнтиром для визначення довжини та ширини краю коронки, а також ступеня її заглиблення у ясенну борозну. Відновлення анатомічної форми відпрепарованого зуба зубний технік проводить спеціальним моделювальним воском та моделювальним шпателем. Першим шаром, який нашаровують на культю зуба, наносять розплавлений віск, починаючи від шийки зуба до різального краю, щоб запобігти потраплянню воску у ясенну борозну, що може призвести до зміни розмірів майбутньої коронки. Після нашарування воску починають моделювання анатомічної форми зуба. Обсяг відмодельованого зуба зменшують на товщину металу, тобто на 0,25-0,3 мм (мал. 48). Після відновлення анатомічної форми зуба воском переходять до виготовлення гіпсового та металевого штампів. Змодельований воском зуб вирізають з гіпсової моделі. Коронкова частина зуба у напрямку поздовжньої осі повинна мати продовження приблизно на довжину двох коронок (мал. 49). Товщина кореневої частини гіпсового штампа повинна точно відповідати профілю поперечного перерізу в ділянці шийки зуба. Звуження або розширення цієї частини
Мал. 47. Гравірування шийки зуба Клініка та протезування дефектів коронки зуба
штампа призведе до виготовлення штучної коронки, яка не відповідає розмірам шийки зуба. Розмітку гіпсового штампа здійснюють за різними методиками (мал. 50).
За однією із них, відступивши приблизно на 1 мм від лінії клінічної шийки зуба, яку позначають хімічним олівцем, паралельно до неї роблять канавку глибиною 0,5 мм, яка буде служити орієнтиром для визначення довжини краю металевої коронки. За другою методикою спочатку позначають хімічним олівцем другу лінію, яка знаходиться на відстані 1 мм від першої, і вже потім гравірують канавку, відступивши від другої лінії ще на 1 мм. Перевага цієї методики полягає у тому, що попередньо створюється запас довжини коронки, а це зменшує небезпеку виготовлення вкороченої коронки і таким чином забезпечує найбільшу точність. Потім скальпелем видаляють залишки гіпсу з усієї пришийкової частини, на якій здійснювалася розмітка, надаючи їй однаковий з контуром шийки профіль поперечного перерізу.
Мал. 49. Виготовлення гіпсового штампа: а — позначення шийки зуба олівцем; б — межі моделювального воску; в — виділення змодельованого зуба з гіпсової моделі; г — готовий гіпсовий штамп
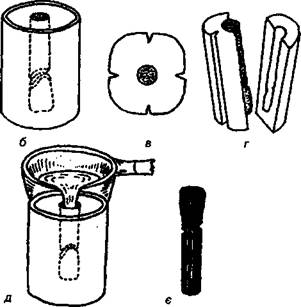
воді. У гумове кільце (плашку) діаметром 3- глибиною 6-А мм, залишаючи шар до гіпсового штампа не менше ніж 3-5 мм. Поздовжні заглиблення повинні бути орієнтовані суворо до поздовжньої осі гіпсового штампа. Для розколювання гіпсової форми її кладуть на долоню лівої руки, а лезо ножа для гіпсу вставляють у поздовжню борозенку. Важелеподібним рухом розколюють блок і вивільняють гіпсовий штамп. Після вивільнення гіпсового штампа усі частини гіпсової форми складають, вміщуючи її у гумове кільце і заливаючи в нього розплавлений легкоплавкий метал, який розплавляють у спеціальній ложці за температури 65-95 °С; звичайно використовують сплав "Мелот".
Мал. 51. Виготовлення металевого штампа: а — гіпсовий штамп; б — гіпсовий штамп У гумовому кільці; в — гіпсовий блок разом з гіпсовим штампом; г—розколотий гіпсовий блок; д — заповнення гіпсового блока (форми) легкоплавким металом; є — металевий штамп
К лініка та протезування дефектів коронки зуба _____________________________________ Для кожного зуба відливають 2 штампи, з яких перший буде використовуватися для кінцевого штампування, а другий — для попереднього. Поверхню металевих штампів обробляють напильниками, особливу уваги звертають на ділянку шийки зуба, жувальну поверхню, за необхідності їх обробляють кругами або борами. Підготовлені металеві штампи таким чином готові до штампування коронки. Зубному техніку необхідно підібрати металеву заготовку у вигляді гільзи, з якої буде штампуватися коронка. З цією метою стоматологічна промисловість випускає стандартні гільзи різного діаметра та товщини (0,20-0,28 мм). У разі виготовлення коронок із сплаву золота застосовують диски діаметром 23-30 мм і товщиною 0,25-0,28 мм. Процес підготовки гільзи до штампування складається з добору гільзи, діаметр якої відповідав би коронці зуба, з таким розрахунком, щоб вона з деяким зусиллям натягувалася на металевий штамп. Якщо гільз відповідного діаметра немає, тоді використовують для їх протягування (зменшення у діаметрі) апарат "Самсон". Для отримання гільзи відповідного діаметра стандартну заготовку вставляють навпроти певного отвору матриці і протягують за допомогою пуансона, переводячи гільзу з одного отвору до другого, добиваючись таким чином потрібного діаметра. Багаторазові протягування гільзи через отвори призводять до зміни структури металу, утворюється так званий наклеп. Для його зняття гільзу необхідно термічно обробляти кілька разів. Стальну гільзу прожарюють до температури 1100 °С до появи солом'яно-жовтого кольору і швидко охолоджують у воді. Цим досягається фіксація найстійкішої структури її. Провівши весь комплекс підготовчих робіт, зубний технік розпочинає попередню штамповку коронки. Для цього використовується ковадло, свинцева основа та молоточки — мідний для сталі, роговий — для сплаву золота. Приблизної форми найбутній коронці надають спочатку на ковадлі. Потім, надягнувши гільзу на штамп з легкоплакого металу № 2, її оббивають молоточком, наближуючи до форми штампа; удари молоточка необхідно спрямовувати на найвипукліші ділянки гільзи, поступово переміщуючи їх у бік шийки зуба; у металі проявляться складки. Для цих цілей можна використати свинцевий брус, у якому створити ложе і провести попередню штамповку різальної або жувальної поверхні. Ударами молоточка по гільзі останній надають приблизну форму майбутньої коронки, добиваючись щільного прилягання до всієї поверхні металевого штампа. На цьому закінчується попереднє штампування коронки, яке проводиться тільки на другому металевому штампі. Перед завершальним штампуванням попередньо виготовлену коронку знімають з металевого штампа шляхом розплавлення останнього, а коронку піддають термічній обробці. Завершальне штампування може бути внутрішнє, зовнішнє і комбіноване. Найпоширенішим методом, хоча й ненайточнішим, було зовнішнє штампування, ідо здійснювалося в апараті Паркера. Апарат Паркера (мал. 52) складається з двох частин — порожнистої циліндричної основи і циліндра, що в неї входить.
Зовнішній кінець циліндра має масивну гладеньку поверхню. Порожнина основи заповнюється мольдином (суміш білої глини і гліцерину) чи вулканізованим каучуком. Основа закріплена в нижній частині преса, а інший циліндр пов'язаний з верхньою частиною преса. Металевий штамп зуба з надягненою на нього попередньо відштампованою коронкою обгортають полотняною тканиною чи щільним папером (для запобігання потраплянню мольдина між коронкою і штампом) і після встановлення його точно по центру жувальною поверхнею униз ударами молотка чи пресуванням у спеціальному пресі втискають у масу (мал. 53).
За ручку прес розкручують і різко відпускають, у такому разі циліндр, входячи в основу, ударяє у штамп, а моль-дин чи каучук виконує роль контрштампа, який рівномірно передає тиск по всіх напрямках і сприяє щільному приляганню коронки до поверхні металевого штампа. Після штампування, якщо є складки на поверхні коронки, їх розбивають молотком, знімають коронку зі штампа шляхом його розплавлення, тримаючи коронку пінцетом. У разі необхідності повторного штампування виготовляють новий штамп, коронку термічно обробляють і знову штампують. На цьому закінчується перший лабораторний етап. Перед відправленням у клініку одиночні коронки відбілюють, кип'ятять, витирають, якщо ж коронка необхідна для якірного кріплення мостоподібного протеза, то її відбілюють після завершального виготовлення останнього.
Таким чином, під час зовнішнього штампування штампом є підготовлений
ІСЧ Клініка та протезування дефектів коронки зуба зуб із легкоплавкого сплаву, а контрштампом — мольдин чи вулканізований каучук. Крім зовнішнього штампування широко використовують комбінований спосіб штампування, який поєднує у собі елементи зовнішнього і внутрішнього штампування. Метод внутрішнього штампування не використовується, але для розуміння комбінованого методу необхідно ознайомитися і з ним. Дата добавления: 2015-02-06 | Просмотры: 2686 | Нарушение авторских прав |


 За отриманими гіпсовими штампами виготовляють металеві штампи. Для отримання з металу точної копії гіпсового штампа його спочатку замочують у
За отриманими гіпсовими штампами виготовляють металеві штампи. Для отримання з металу точної копії гіпсового штампа його спочатку замочують у