|
АкушерствоАнатомияАнестезиологияВакцинопрофилактикаВалеологияВетеринарияГигиенаЗаболеванияИммунологияКардиологияНеврологияНефрологияОнкологияОториноларингологияОфтальмологияПаразитологияПедиатрияПервая помощьПсихиатрияПульмонологияРеанимацияРевматологияСтоматологияТерапияТоксикологияТравматологияУрологияФармакологияФармацевтикаФизиотерапияФтизиатрияХирургияЭндокринологияЭпидемиология |
ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ СУЦІЛЬНОЛИТИХ БЮГЕЛЬНИХ ПРОТЕЗІВ НА ВОГНЕТРИВКИХ МОДЕЛЯХУпровадження у практику ливарного виробництва вогнетривких мас дозволило проводити відливання складних конструкцій бюгельних протезів на вогнетривких моделях без зняття воскової репродукції. У такому разі вогнетривка модель служить основною частиною форми з відмодельованим на ній восковим каркасом протеза. Суть даного методу полягає у тому, що під час термічної обробки вогнетривка модель розширяється на величину, яка дорівнює коефіцієнту усадки сплаву металу на основі кобальту та хрому. Вогнетривка модель має достатню міцність, точно відображає мікрорельєф гіпсової моделі, а в разі якісного виготовлення гарантує отримання каркасів бюгельних протезів будь-якої складності і високої точності. Підготовка моделі до дублювання. Робочу модель із супергіпсу після вивчення у паралелометрі одним із описаних вище методів підготовлюють до дублювання, для чого ділянки опорних зубів, які мають ніші і в яких не будуть розміщуватися плечі утримувальних кламерів, заповнюють тугоплавким воском до рівня межової лінії. Модель знову ставлять на столик паралелометра з тим нахилом, за якого наносилася межова лінія. Провівши заміну графітового стержня на ножеподібний, проводять зрізання залишків воску до рівня межової лінії (мал. 132). Цим самим усім опорним зубам на рівні межової лінії надається паралельність, що дуже важливо для наступної роботи на вогнетривких моделях.
Відновлення цілісності зубних рядів знімними конструкціями зубних протезів у разі часткових дефектів ___________________
З метою точного переносу на вогнетривку модель місць розміщення плечей кламерів по нижньому краю кожного плеча створюють сходинку з тугоплавкого бюгельного воску. Після щільного обтискання опорних зубів даним видом воску гострим шпателем зрізають віск по нижньому краю малюнка утримувальних плечей. У результаті утворюється сходинка, яка відбивається на вогнетривкій моделі і в подальшому використовується для моделювання каркаса бюгельного протеза. Для створення роз'єднання між ду деньку зовнішню поверхню і щільно прилягати до моделі. Товщина прокладки у ділянці розміщення сітки 1,5-2 мм, під дугою — 0,5-0,8 мм, що залежить від ступеня податливості слизової оболонки тканин протезного ложа та рухомості опорних зубів. Підготовлену модель занурюють на кілька хвилин у холодну воду для видалення повітря з пор і фіксують на гумовій основі спеціальної кювети суворо по центру за допомогою мольдину або пластиліну. Підготовлена таким чином гіпсова модель готова до дублювання. Дублювання гіпсових моделей. Дублювання моделей — це технологічний етап, який дозволяє значно підвищити якість бюгельних протезів. Для дублювання моделі використовують реверсивні (зворотні) гідроколоїдні маси на основі агар-агару (гелін, дентокол, перфлекс, вірогель, віродубль) або поліхлорвінілу (ПХВ). Останнім часом широко використовують дублювальні маси на основі силікону (сильфлекс, вірозил, керадур-Л) та поліефірної гуми. Отже, як було вже зазначено, з моменту фіксації гіпсової моделі на основі кювети починається етап дублювання. Для цього необхідно взяти масу для дублювання, наприклад "Гелін", яка нарізана маленькими шматочками, і помістити її в емальовану, скляну або фарфорову посудину з кришкою, у яку вмонтовано термометр. Посудину ставлять на водяну баню (воду доводять до кипіння). Гелін плавиться поступово, приблизно 60 хв. Температура плавлення 80°С. Не допускається нагрівання маси понад 90°С, оскільки це може призвести до втрати її властивостей. Розтоплену масу "Гелін" знімають з водяної бані і поступово охолоджують до температури 48-50°С, періодично помішуючи.
На основу кювети накладають кришку і в один із отворів тонким струменем заливають розплавлену масу. У разі її появи через інші отвори заливання закінчують (мал. 133). Маса застигає 30-40 хв за кімнатної температури. Застигла маса стає еластичною, желеподібною, добре ріжеться ножем. З кювети знімають основу — дно, масу навколо моделі підрізають ножем і повільно виймають модель з гідроколоїдного відбитка. Відбиток повинен бути точним, гладеньким, блискучим. Якщо ливарні канали-ливники Отримання вогнетривкої моделі. Для отримання вогнетривких моделей використовують різні формувальні маси, основною вимогою до яких є оптимальне розширення моделей під час нагрівання, яке дозволяє компенсувати усадку сплаву. Формувальні матеріали для вогнетривких моделей почали використовувати в 30-ті pp. XX ст. Технологію лиття бюгельних протезів із сплаву на основі кобальту "Віталіум" першим розробив Пренге в 1933-1934 pp. У 1933 р. Пренге та Моувуд першими запропонували формувальну масу для виготовлення вогнетривкої моделі для відливання каркаса бюгельного протеза. Вогнетривка модель повинна витримувати температуру до 1400-1600 °С, не деформуватися. Вогнетривкі маси, що випускаються, — "Силамін", "Сіоліт", "Кристосил", "Бюгеліт" мають різний склад, а значить і різні термічні коефіцієнти об'ємного розширення. Вогнетривкі моделі необхідно відливати негайно, щоб уникнути усадки та деформації гідроколоїдного відбитка. Для виготовлення моделей порошок ретельно перемішують у банці і насипають у гумову колбу. Для визначення кількості порошку необхідно помножити масу сухої гіпсової моделі на 1,7. У середньому на одну модель необхідно 100-120 г порошку. До цього згідно з інструкцією додають 14 мл води, протягом 1 хв енергійно перемішують шпателем до повного зволоження порошку. На вібростолик кладуть кювету з відбитком і заповнюють його невеликими порціями вогнетривкої маси. За такої умови вологий порошок перетворюється на пасту, яка заповнює усі щілини відбитка.
Відновлення цілісності зубних рядів знімними конструкціями зубних протезів у разі часткових дефектів ____________________ Для отримання щільної моделі з гладенькими поверхнями необхідно у процесі заповнення відбитка загладжувати шпателем пухирці, які утворюються на поверхні. Заповнення форми триває 2-3 хв, а потім її залишають на вібросто-лику ще на 4-6 хв. Для отримання щільної моделі та збільшення її розширення вона повинна тверднути в умовах вакууму — це сприяє видаленню з моделі повітря й ущільненню. Через 10-12 хв після початку замішування маси, коли поверхня моделі не буде волого блищати, обережно знімають конус і залишають форму на столі на 40-45 хв до повного затвердіння. Час від початку замішування до повного затвердіння — 55-60 хв. Залишати модель у відбитку після повного затвердіння не рекомендується. Модель з відбитком виймають з кювети, обережно розрізають ножем гідро-колоїдну масу, щоб її не пошкодити, вивільняють модель від відбитка. Висушують на повітрі 15-20 хв, а потім у сушильній шафі за температури 180— 200 °С протягом ЗО хв. Висушену теплу модель занурюють на 1 хв у віск, нагрітий до температури 150 °С. Залишки воску струшують з моделі, її охолоджують, потім обмітають м'яким пензликом і розпочинають моделювання каркаса бюгельного протеза. Моделювання каркаса бюгельного протеза. Безпосередньо моделюванню каркаса бюгельного протеза передує перенос малюнка з гіпсової моделі на вогнетривку. Після того вогнетривку модель покривають одним шаром тонкого бюгельного воску, добре нагрітого у гарячій воді. Це дозволяє щільно охопити ним усю поверхню моделі, забезпечує у подальшому щільне прилягання воскової композиції каркаса до моделі, більшу її міцність, зменшує усадку воску (мал. 134). Для моделювання каркаса бюгельного протеза використовують віск "Формодент". Силіконову матрицю необхідно промити перевареною водою для видалення залишків воску та пилу. На спиртівці нагрівають шпатель і, тримаючи його над порожниною форми дуги чи кламера, прикладають до нього паличку воску, щоб розтоплений віск повільно збігав у порожнину, поки не заповнить її до рівня поверхні пластинки матриці. Потім обережно зрізають зайвий віск над рівнем пластинки і, легенько зігнувши її, виймають воскову заготовку із заглибини. Готові деталі складають, перекладаючи папером для запобігання їх склеюванню. Для моделювання каркаса бюгельного протеза підбирають воскові заготовки, які відповідають розмірам зубів, формі кламера, величині дефекту зубного ряду. Вибрані елементи перед укладанням їх на модель підігрівають під електричною лампою, щоб вони стали пластичними і добре охоплювали поверхню моделі. Заготовки не слід нагрівати над відкритим полум'ям, оскільки тоді товщина деталей буде нерівномірною. Моделювання виконують ретельно, точно, без припусків на обробку. Усі елементи моделюють так, щоб вони мали форму готової моделі. Моделювання каркаса бюгельного протеза починають з опорно-утриму-
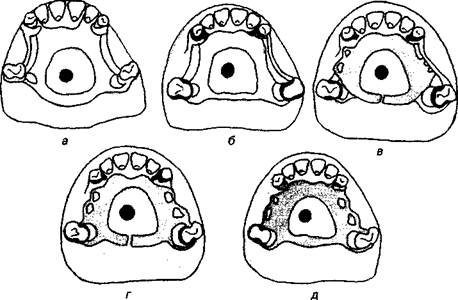
Мал. 134. Послідовність моделювання каркаса бюгельного протеза: а — креслення каркаса бюгельного протеза перенесено на вогнетривку модель; б — змодельовані кламери; в — змодельований бюгель; г — змодельовані зачепні петлі для пластмаси; д — бюгель, з'єднаний з кламерами вальних кламерів (мал. 134, б). Воскову заготовку кламера спочатку притискають тілом по бічній поверхні зуба з боку дефекту зубного ряду, потім притискають оклюзійну накладку до оклюзійної впадини на жувальній поверхні зуба. Плечі кламера Аккера розміщують таким чином, щоб 2/3 їх (стабілізивна частина) розташовувалися над межовою лінією, а кінцеві частини (ретенційні) — під нею, відповідно до сходинки на опорному зубі. Необхідно стежити, щоб плечі поступово звужувалися і стоншувалися до краю. Частина кламера, розташована на опорній частині зуба, повинна бути товстою і мати напівокруглий переріз. Відростки кламерів спрямовують у бік базисної сітки або дуги. Потім на модель укладають напівовальної форми дугу із воску завдовжки 4-5 мм. Згодом її розширюють, приливаючи моделювальний віск до пластинки бюгельного воску по межі малюнка дуги, до потрібних розмірів. Базисні сітки повинні мати уступ, яким вони з'єднуються з дугою. Цей уступ утворюється за рахунок меншої товщини сітки, що дозволяє створити мостоподібний перехід від металу дуги каркаса до пластмаси базису і таким чином запобігти утворенню у ній тріщин та відшарувань. Воскові деталі з'єднують між собою розтопленим воском. Це дозволяє уникнути небезпечних напружень у восковій конструкції каркаса (мал. 134, в, г, д). Для того щоб краще загладити восковий каркас, використовують евкаліптову олію, яку наносять на поверхню каркаса за допомогою пензлика. Олія
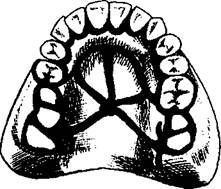
Відновлення цілісності зубних рядів знімними конструкціями зубних протезів у разі часткових дефектів згладжує нерівності, які потім зішліфовують ватними тампонами, змоченими в ацетоні або ефірі. Віск для моделювання каркаса бюгельного протеза повинен бути пластичним, клейким, з мінімальною усадкою та невеликим вмістом золи. Закінчивши моделювання із воску, розпочинають наступний етап — підготовку моделі з восковим каркасом до лиття. Лиття каркасів бюгельних протезів на вогнетривких моделях. Для забезпечення вільного доступу розплавленого металу у форму необхідно правильно побудувати ливарно-живильну систему. Для цього отвір в основі моделі заповнюють паличкою воску діаметром 6-8 мм і розпочинають будову ливарно-живильної системи. Ливники являють собою дріт із воску, після виплавки якого залишаються канали у пакувальній масі, через які розплавлений у тиглі або ливарній частині опоки метал буде надходити у форму. Воскові ливники можуть бути круглої або прямокутної форми товщиною 0,8-4,5 мм (мал. 135). Стоматологічна промисловість випускає ливники в наборах "Восколіт". Ливники потрібного діаметру можна виготовити також із відходів воску в спеціальному пристрої, який нагадує апарат "Паркера". Оскільки кристалізація металу починається з периферії відливки, це супроводжується зменшенням його об'єму підчас застигання. Для отримання гомогенної відливки необхідно, щоб процес кристалізації металу відбувався за умови постійного надходження його додаткової кількості у розплавленому стані для заповнення порожнин, які утворюються у процесі застигання металу. Для запобігання цьому на ливниках поблизу деталі, яку відливають, розміщують "муфти" у формі воскової кульки, яка в 3-4 рази більша, ніж відливка. У разі товстих та коротких ливників "муфта" непотрібна. Для відливання бюгельних протезів на вогнетривких моделях використовують хрестоподібну, крильчасту та одноканальну ливникові системи. Хрестоподібну ливникову систему використовують для виготовлення складних конструкцій бюгельних протезів.
Для побудови ливникової системи беруть прямокутні ливники у вигляді смужок воску шириною 3-4 мм і довжиною 0,8-1,5 мм. Один кінець прикріплюють у ділянці з'єднання дуги із сіткою, другий — з восковим ливником, який укріплений в отворі основи моделі. Інші ливники одним кінцем прикріплюють до середини дуги багатоланкового кламера та інших частин каркаса. Другий кінець ливників з'єднують з основним ливником, який проходить через основу моделі. Кількість ливників залежить від склад- Мал. 135. Установлені ливники із воску H0CTj протеза (мал. 136).
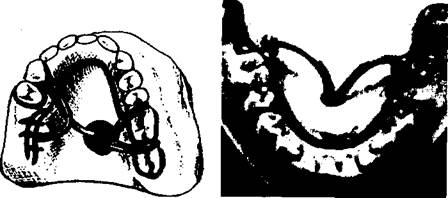
Крильчаста ливникова система складається з дугоподібних вигнутих ливників діаметром 3-4 мм, які з'єднують ливник в основі моделі з елементами каркаса протеза. Кількість ливників також залежить від складності конструкції протеза. Вигин ливників дає змогу без різких змін руху металу виповнювати форму і зменшувати напругу в сплаві у процесі його охолодження (мал. 137).
Одноканальна ливникова система утворена ливником завдовжки 5-6 мм, який товстим кінцем прикріплений до конуса. Другий його кінець стоншують до 3-4 мм, прикріплюють до каркаса протеза з одного боку. З протилежного боку каркаса до конуса прикріплюють воскову нитку завдовжки 1 мм - для виходу газів. Ливник прикріплюють у напрямку обертання моделі під час заливання сплаву (мал. 138). Крім названих ливникових систем можна використовувати й інші. Під час побудови будь-якої ливникової системи ливники необхідно прикріплювати так, щоб їх можна було легко відокремити від відлитого каркаса, не пошкодивши останнього. Каркас бюгельного протеза миють у розчині мильного порошку. Мильну піну видаляють струменем стисненого повітря і розпочинають наносити на каркас бюгельного протеза вогнетривку масу.
Для формування моделі з каркасом бюгельного протеза в опоку необхідно брати ту ж саму вогне-тривку масу, з якої було виготовлено вогнетривку модель. Воскову репродукцію каркаса та ливникову систему покривають рідкою
Відновлення цілісності зубних рядів знімними конструщіями зубних протезів у разі часткових дефектів
пакувальною формувальною масою, її доцільно замішувати невеликими порціями (10-15 г) і наносити на каркас пензликом, утримуючи його над моделлю, а рукою доторкуючись до вібростолика. Під час вібрації маса помалу стікає з пензлика, заповнюючи щілини та отвори, що дозволяє уникнути дефектів у відлитих каркасах. На покриття одного каркаса бюгельного протеза витрачають приблизно 40-50 г маси. Після висихання маси модель закріплюють на спеціальній підставці або конусі і підбирають відповідного розміру опоку. Із середини її вистеляють пластинками з бюгельного воску або азбесту. Опоку закріплюють на підставці або конусі і приливають воском, щоб не Мал. 138. Одноканальна ливникова система витікала Формувальна маса. Кори- стуючись інструкцією, готують формувальну масу і заливають її в опоку, розміщену на вібростолику. Після затвердіння формувальної маси опоку нагрівають, знімають підставку або конус, витоплюють віск і проводять термічну обробку. Сучасні формувальні маси дозволяють відливати каркаси бюгельних протезів на вогнетривких моделях безопоковим методом. Для формування також використовують пластмасові опоки. Для нанесення вогнетривкого шару на каркас протеза та ливникову систему можна також використовувати маршаліт, змішаний і гідролізованим тетра-етилсилікатом. Цією сумішшю покривають каркас бюгельного протеза, наносячи її пензликом або обливачи його з ложки. Після нанесення шару маси каркас присипають сухим кварцовим піском. Модель з нанесеним на каркас вогнетривким шаром просушують протягом ЗО хв на повітрі, а потім ставлять її в ексикатор на 10 хв для просушування у парах аміаку. Для утворення пари аміаку на дно ексикатора наливають 4 мл 20 % розчину аміаку. Після просушування вогнетривкого шару в ексикаторі модель провітрюють протягом 10 хв, а потім наносять другий шар вогнетривкої маси, яка має бути трохи рідшою, ніж перший шар. Техніка нанесення другого шару така ж сама, як і першого. Після цього підбирають опоку, вистеляють її внутрішню поверхню папером з азбесту і розміщують на підставці або в конусі. Формування опоки проводять сухим кварцовим піском з двома вологими пробками. Опоку висушують на повітрі протягом 10-15 хв, а потім виплавляють віск, нагріваючи її у муфельній печі. Коли повністю виплавиться і вигорить віск, опоку переносять у другу муфельну піч з програмним керуванням, нагріту уже до 200 °С. Правильна термічна обробка ливарної форми забезпечує отримання точної відливки каркаса бюгельного протеза. Для плавлення металу можна використовувати різні плавильні установки, серед яких необхідно відзначити киснево-ацетиловий апарат, або автоген, апарат вольтової дуги, високочастотні та електрошлакові ливарні установки. Перші два апарати для лиття на вогнетривких моделях не використовують. Найкращі результати лиття дають високочастотні та електрошлакові установки. Модель з каркасом і ливниковою системою закріплюють на спеціальному конусі, покритому тонким шаром воску. Після виплавки воску у вогнетривкій масі залишається глибока ливникова чаша і конічний основний стояк. Опоку нагрівають до 800-900 °С і витримують за цієї температури 20-30 хв. Потім її виймають із муфельної печі і на термін плавлення металу основний стояк закривають спеціальним клапаном з пружиною із ніхрому, щоб у канали не потрапив шлак. Наплавивши достатню кількість металу, електроди виймають із шлакової ванни, одночасно вимикаючи струм. Натискують на педаль опускання пароут-ворювача, і стакан пароутворювача щільно прикриває ливникову чашу. Поверхня шлакової ванни у ливниковій чаші має температуру понад 1000 °С, тому в пароутворювачі з'являється велика кількість пари і створюється тиск 10-12 атм. Тиск передається на рідкий шлак, що міститься над розплавленим металом, який, у свою чергу, тисне на клапан і спонукає його різко зміститися у своє крайнє положення у стояку. Розплавлений метал заповнює стояк і по каналах — усю форму. Через 3-4 хв після заливання металу опоку занурюють у холодну воду і поступово очищують відливки від вогнетривкої маси. Після обробки та полірування для надання каркасу високої твердості, витривалості і зберігання пружності проводять термічну обробку каркаса за температури 760 °С протягом 15 хв з подальшим поступовим охолодженням у муфельній печі. Для запобігання викривленню каркаса протеза його термічно обробляють на вогнетривкій моделі або занурюють у пісок. Для очищення відливок каркасів бюгельних протезів від вогнетривкої маси використовують два методи: 1) механічний (відливки очищають від вогнетривкої маси на піскоструменевому апараті); 2) хімічний (використовують калію або натрію гідроокис). Ливники відокремлюють від каркаса бюгельного протеза спеціальним відрізним диском, який фіксований на шліфмоторі. Обробку каркаса бюгельного протеза проводять абразивними кругами, головками, борами. Знімають залишки ливників, згладжують нерівності, притуплюють гострі краї каркаса.
Відновлення цілісності зубних рядів знімними конструкціями зубних протезів у разі часткових дефектів Після такої обробки каркас бюгельного протеза приміряють і підганяють на робочій моделі з супергіпсу. Приміряний та підігнаний каркас на моделі передають у клініку для перевірки конструкції, припасування його в ротовій порожнині хворого. Після цього проводять завершальне шліфування та полірування за допомогою фільців, шорстких щіток і пасти ПОІ на шліфдвигуні (мал. 33, див. кольорову вклейку). Каркаси бюгельних протезів мають багато важкодоступних для полірування місць, тому їх краще полірувати електролітичним способом протягом 10-15 хв. Після полірування каркас виймають з електроліту і промивають під про-' точною водою. Особлива увага лікаря стоматолога-ортопеда та зубного техніка має бути спрямована на відстань між слизовою оболонкою ротової порожнини та бюге-лем, звичайно вона становить 1 мм. Загальним правилом у разі конструювання дуг на верхній та нижній щелепах є таке: дуга повинна знаходитися на відстані, що дорівнює ступеню податливості м'яких тканин протезного ложа. В іншому співвідношенні дуга, яка має малу площу, буде вдавлюватися у слизову оболонку, призводячи до її травмування та утворення декубітальних виразок. Дуги повинні точно повторювати конфігурацію твердого піднебіння або коміркового відростка чи коміркової частини. Розміщення дуг на верхній щелепі залежить від характеру дефектів у зубному ряді. Але за наявності різних дефектів дуга повинна розміщуватися у задній третині твердого піднебіння на відстані від лінії "А" 10-12 мм (мал. 139). У такому положенні дугу не можна дістати кінчиком язика і зняти протез, а в багатьох хворих це проявляється як шкідлива звичка. Крім того, в такому положенні дуга не чинить перешкод під час розмови, і хворий швидко адаптується до протеза. У стані спокою дуга не подразнює спинку язика. Особливу увагу необхідно приділяти розміщенню дуги у разі вираженого торуса; треба наголосити, що товщина прокладки знаходиться у прямій залежності від ступеня податливості м'яких тканин, які покривають коміркові відростки чи частини. Кінці дуги у ділянці коміркових відростка та частини на рівні 6-7 зубів входять у решітку або сітку для фіксації пластмаси, вони повинні розташовуватися на віддалі 1,5-2 мм від слизової оболонки. Цей простір у майбутньому заповнюється пластмасою.
Ширину дуги регламентува ротової порожнини. Вуздечку язика необхідно обгинати таким чином, щоб під час будь-яких її рухів вона не контактувала з дугою. Дуга на нижній щелепі розміщується нижче від шийок зубів на 1-1,5 мм залежно від того, як виражена коміркова частина, і не доходить до дна ротової порожнини на 2-3 мм. Амплітуда рухомості м'яких тканин дна ротової порожнини є незначною, тому у разі низького розміщення дуги остання буде травмувати прилеглі тканини. Відстань між слизовою оболонкою коміркової частини та дугою залежить не тільки від ступеня рухомості її м'яких тканин, але також і від їх конфігурації. У разі прямого розміщення коміркової частини відстань може бути мінімальною, оскільки зміщення дуги буде проходити по вертикалі. У ділянці сідел каркасів бюгельних протезів зазор повинен складати не менше ніж 1,5-2 мм, опорно-утримувальні кламери повинні щільно прилягати до поверхні зубів на всьому протязі. Перед тим як розпочати постановку штучних зубів, необхідно визначити розмір базису протеза, який залежить від величини дефектів зубних рядів, конфігурації коміркових відростка та частини, ступеня податливості слизової оболонки, топографії дефекту. Межі базису позначають хімічним олівцем або фломастером. На модель накладають пластинку базисного воску і по цих межах його обрізають. Поки віск не затвердів, на протезне ложе накладають розігрітий каркас бюгельного протеза. На базисні сітки наносять ще одну пластинку базисного воску, постановці валики і проводять постановку штучних зубів за всіма правилами, використовуючи пластмасові і фарфорові зуби. Необхідно зазначити, що перевірку конструкції бюгельного протеза з постановкою штучних зубів на восковому базисі можна не проводити, адже оклюзійні співвідношення у положенні центральної оклюзії детально перевіряють на етапі примірки та припасування каркаса бюгельного протеза в ротовій порожнині. Під час моделювання базису протеза необхідно звернути увагу на зону випинання у ділянці з'єднання дуги з сіткою. Віск моделюють на одному рівні з випином, металеву частину дуги не покривають воском. Для заміни воску на пластмасу можна використовувати два методи: 1) гіпсування протеза в кювету без моделі; 2) гіпсування протеза в кювету на моделі. На практиці широко використовують зворотний спосіб гіпсування в кювету. Формування пластмаси та режим полімеризації нічим не відрізняються від таких у разі виготовлення часткових знімних пластинкових протезів. Під час обробки бюгельного протеза звертають увагу на те, щоб край його був заокруглений. Полірують до отримання гладенької поверхні. Це сприяє естетиці та гігієні протеза. Після полірування бюгельний протез передають у клініку для його фіксації У ротовій порожнині хворого. Фіксація часткових знімних та бюгельних протезів, за винятком деяких особливостей, має загальні закономірності, тому ми їх описуємо в одному розділі.
Відновлення цілісності зубних рядів знімними конструкціями зубних протезів у разі часткових дефектів _____________________ Дата добавления: 2015-02-06 | Просмотры: 3915 | Нарушение авторских прав |